発刊に寄せて 日本の国際競争力は,BRICsなどの目覚しい発展の中にあって, 停滞気味である。また近年,社会の安全。安心を脅かす企業の不祥 事や重大事故の多発が大きな社会問題となっている。背景には短期 的な業績思考,過度な価格競争によるコスト削減偏重のものづくり やサービスの提供といった経営のあり方や, また,経営者の倫理観 の欠如によるところが根底にあろう. ものづくリサイドから見れば,商品ライフサイクルの短命化と新 製品開発競争,採用技術の高度化。複合化。融合化や,一方で進展 する雇用形態の変化等の環境下, それらに対応する技術開発や技術 の伝承, そして品質管理のあり方等の問題が顕在化してきているこ とは確かである。 日本の国際競争力強化は, ものづくり強化にかかっている.そ れは, “品質立国”を再生復活させること,すなわち“品質”世界 一の日本ブランドを復活させることである。これは市場・経済のグ ローバル化のもとに,単に現在のグローバル企業だけの課題ではな く,国内型企業にも求められるものであり, またものづくり企業の みならず広義のサービス産業全体にも求められるものである。 これらの状況を認識し, 日本の総合力を最大活用する意味で,産 官学連携を強化し,広義の“品質の確保”, “品質の展開”, “品質の 創造”及びそのための“人の育成”,“経営システムの革新”が求め られる。
“品質の確保”はいうまでもなく,顧客及び社会に約束した質と 価値を守り,安全と安心を保証することである.また“品質の展 開”は, ものづくり企業で展開し実績のある品質の確保に関する考 え方,理論,ツール,マネジメントシステムなどの他産業への展開 であり,全産業の国際競争力を底上げするものである。そして“品 質の創造”とは,顧客や社会への新しい価値の開発とその提供であ り, さらなる国際競争力の強化を図ることである.これらは数年 前,(社)日本品質管理学会の会長在任中に策定した中期計画の基本 方針でもある。産官学が連携して知恵を出し合い,実践して,新た な価値を作り出していくことが今ほど求められる時代はないと考え る. ここに,(社)日本品質管理学会が, この趣旨に準じて『JSQC選 書』シリーズを出していく意義は誠に大きい.“ 品質立国”再構築 によって,国際競争力強化を目指す日本全体にとって,『JSQC選 書』シリーズが広くお役立ちできることを期待したい. 2008年9月1日 社団法人経済同友会代表幹事 株式会社リコー代表取締役会長執行役員 (元社団法人日本品質管理学会会長) 桜井 正光
まえがき (社)日本品質管理学会は,中期計画“品質立国日本の再生”に基づ き諸活動を展開している。その一環として,標準委員会では品質管 理を実践するうえで基本となる概念の整理や実務で役立つ手引など を社会へ発信することに努めている.本書は,JSQC選書『日本の 品質を論ずるための品質管理用語85』(日本規格協会)の続編として品 質管理の基本的な62用語を抽出して定義し,解説したものである. 品質管理に関する用語については, 日本の経済成長に大きく貢献 してきた品質管理の進化に合わせて,多様な提案がなされている. 一方,IS0 9000などの国際規格との整合を考えて,JIS Z 8101: 1981(品質管理用語)の統計用語以外の定義が廃止された.しか し,国際規格で定義されている品質特性や品質保証などの用語は, 品質マネジメントシステムの要求事項や指針にかかわる定義という 性格上, 日本の品質管理の文化的背景や実態を必ずしも反映しきれ たものではない.それらの結果,品質管理の基礎となる用語の定義 がわかりにくくなっているという実感があった。 以上のような背景のもとで,標準委員会は, 国際規格に配慮しつ つ,品質管理を実践する人々にとって,日本の文化や風土に適した品 質管理用語の定義が不可欠との認識のもと調査研究を進めてきた。 品質管理用語の定義と解説をまとめるに当たっては,約300用 語を選定し, その中から日本の品質/質を論ずるために不可欠と 考えられる147用語に絞り込んだ。それらを品質/質にかかわる
基本用語[Part l(既刊)]と総合的品質管理の実践にかかわる用 語[Part 2(本書)]に分けて定義し,解説した.文献調査では, 旧JIS Z 8101などの日本工業規格,IS0 9000関連規格,『TQC用 語辞典』,『クォリティマネジメント用語辞典』,『TQMの基本』, 『新版品質保証ガイドブック』,『広辞苑(第六版)』を各用語共通と し,当該用語に関する多くの専門書を加えて検討した。文献調査に 基づき用語の様々な定義,解釈,主張,要点などを一覧化したうえ で標準委員会による原案を作成し,パブリックコメント,レビュー などによる検討を繰り返して定義と解説を確定した。専門書の見 解,国際規格の意図などを踏まえながら, 日本の品質管理の実践で の考え方などを解釈して,実務になじむように留意している. 本書によって,品質管理の基礎となる用語の理解がより深まれば 幸いである.なお,Part lの既刊『日本の品質を論ずるための品 質管理用語85』とその基本文書である本学会発行の標準委員会報 告書も併せてご活用いただきたい. 引用文献の許諾をいただいた多くの著作者,並びに(財)日本規格 協会,(株)日科技連出版社及び(株)岩波書店の各位に厚くお礼を申 しあげる。また,(財)日本規格協会の末安いづみさん,関根千鶴さ んの献身的な協力に対して心から感謝申しあげる。 2011年5月 社団法人日本品質管理学会 第38・39年度標準委員会委員長 村川 賢司
見出し用語 ●見出し用語は, 日本の品質を論ずるための基本的な62用語を抽出した. 0見出し用語は,品質に関する用語を系統だてて,理解しやすいように,10分類し て配列している.見出し用語を50音順で検索したい場合は,巻末に掲載した和文 索引(p.154)を利用されたい. 0見出し用語で“/”で区切られた用語(◎◎/○○)は,同義語を示している。一 般的に使われることの多い用語を左側に配置することを原則としている. 0見出し用語で“,”で区切られた用語(◎◎,○○)は,類語を示している.左側 の用語(◎◎)の意味をJSQC定義の主文にし,右側の用語(○○)の意味は“注 記”に示している. ●見出し用語に対応する英語は,編集・執筆者の判断で最も適切と思われるものを付 している.英語で検索したい場合には,巻末に掲載した欧文索引(p.151)を利用 されたtヽ .
JSQC定義 0“JSQC定義”は,(社)日本品質管理学会が推奨する用語の定義を示している. ●定義文は,ISOなどの国際標準との整合を配慮するとともに, 日本における品質 管理の実践に適した,わかりやすい記述であるように留意している. 0定義文を他の文献や規格からそのまま引用した場合は,(出典:○○)と表記して いる. 用語の解説 O JSQC定義の理解を容易にするための要点を解説として簡潔にまとめている. 0見出し用語を実務で使いやすくするために,ISOなどの国際標準と日本で普及し ている品質管理用語との意味の違いを解説するように留意している. 参考文献 ●見出し用語の定義及び解説を作成するに当たって参考にした文献名の略称及び関連 用語の掲載ページを表記している。参考文献の詳細を知るには,巻末に掲載した引 用・参考文献(p.147)を利用されたい。 関連用語 0見出し用語の定義及び解説の意図と特に関連のある,主要な見出し用語を例示して
1新製品開発管理 new product devel()plnlent nlanagenlent
JSQC定義 新製品・サービスにかかわる活動を効果的・効率的に行うた めのプロセスを定め,実施し,問題があれば改善。革新して次 の新製品・サービスの開発に活かす一連の活動. 注記1 新製品開発管理の目的は,顧客・社会のニーズの充 足と組織のもっているシーズ(技術など)の活用。 革新を同時に達成することである。 注記2 新製品・サービスにかかわる活動には,市場調査, 企画,設計,提供プロセスの計画・設計,提供プロ セスの実施,初期流動管理,開発後の新製品開発プ ロセスの見直しなどが含まれる。
輌薔B (1)新製品開発プロセスを模式的に表すと図のとおりとなる。新製 品開発においては,顧客。社会のニーズを調査し, それを満た す製品・サービスの企画・設計を行うとともに,製品・サー ビスを提供するためのプロセス(例えば,ハードウェアでは調 達,生産,販売,アフターサービス,回収。再利用・廃棄, サービスでは調達,販売,サービス提供, アフターサービスな ど)を計画。設計する.実際に提供を開始し,初期流動管理等
において当該製品・サービスの改善を図るとともに,一定時間 経った後にその結果を見直し,次の新製品開発プロセスで活用 すべくフィードバックする。 (2)新製品開発管理を確実に行うためには,5WlHをはっきり させておくことが重要である.すなわち,組織全体で,新製 品開発に関して,いつ(When, どのステップで), どこで (Where,国内か海外か,内作か外作かなどを),誰が(WhO, どの部門が),何を(What,どの活動を),何のために(Why, どんな目的で), どのように(How, どの基準に従って, どの ように)行うのかを明らかにすることが基本である. (3)新製品開発管理において特に重要となるポイントは,① ター グットとなる顧客及びニーズを明確にすること,②実現するた めの技術を保有していることを確認すること,③不足している 技術を特定し,計画的に開発すること,④開発が済んでいる既 存の技術を有効かつ間違いなく活用すること,⑤開発終了後に 見直しを行い,次の新製品開発に活かすことなどである。(4)新製品開発の失敗は, 日標どおり売上げが上がらない,販売後 に苦情。クレームが多発する,開発が計画どおり進まない,開 発を途中で中止するなどである.実施した新製品開発につい て, これらの問題がなかったかを確認し,問題があればその原 因が新製品開発プロセスのどこにあったのかを追究し,次の新 製品開発において同じ失敗をしないようにすることが大切であ る. (5)新製品開発の一連の活動を実施するに当たっては,省資源,省 エネノンギー,汚染防止などの環境面,並びに法律違反,社会規 範の逸脱などのコンプライアンス面に配慮し,社会的な責任を 果たすことが重要になっている. E菱至王国〕TQC用語辞典(p.167),QM用語辞典(p.564),TQMの基本(p.41), QAガイドブック(p.24),広辞苑 E萎ヨ匪ヨ初期流動管理
2検証verification
JSQC定義 製品・サービス, プロセス又はシステムが規定要求事項を満 たしていることを,客観的証拠によって確認すること
輌睡B (1)検証の対象には,①文書・情報,②物,③プロセス,④システ ムなどがある。 (2)①の例:設計のアウトプット(設計図面,仕様書など)が顧客 要求事項や法令・規制要求事項などの規定要求事項を満たして いることを確認することである(設計検証)。この場合の検証 の方法としては様々なものがある。例えば,設計図面の検証に ついていえば,数値計算によって要求を満たしていることを確 認する,試験あるいは実験によって証明する,既に確立。証明 されている類似の設計図書と比較する,専門家を集めて内容が 適切であることを発行前に確認するなどの方法がある。 (3)②の例:検査は製品・サービスの特性を計測し,規定要求事項 に適合しているかどうかを判定する行為であり,検証に含まれ る。例えば,JIS Q 9oolでは“購買製品の検証”の中に購買 製品の受入検査を含めている。 (4)③の例:食品衛生コーデックスー般原則(The Codex basictexts onおod hyjene)では,製造工程における環境(空気, 水など)や食品接触面(切断機,コンベヤ,タンクなど)の微 生物学的サンプリングによって,食品衛生に関する規定要求事 項が満たされていることを定期的に確認することを検証と呼ん でいる(プロセスの検証). (5)④ の例:情報システムがセキュリティに関する規定要求事項を 満たしているかどうかを, ファイアウォーノンの設定,管理者の 選任,パスワードの管理手順などによって確認するのも検証で ある(システムの検証). (6)検証に近い言葉に“妥当性確認”がある.検証は規定要求事項 が与えられたうえで確認を行うことであり,妥当性確認は規定 要求事項の適切さも含めて確認を行うことである。 厖≡巨 =団 〕Q9001,Q9000,IS0 8402,QM用語辞典(pp.165-166),TQM の基本(p.42), QAガ ` イ ドブック(p.91, p.467), Food Hyrene Basic Texts(Fourth edition),広辞苑 旧妻罰匪ヨ妥当性確認,デザインレビュー,検査
3 妥当性確認 validation
JSQC定義 意図された用途又は適用において,製品・サービス, プロセ ス又はシステムがニーズを満たしていることを,客観的証拠に よって確認すること。 注記 客観的証拠には,実験,試験, シミュレーションなど の結果が含まれる
衝憂B (1)定義の中の“ニーズを満たしている”とは,意図した用途,使 用・利用方法,使用・利用される状況において顧客のニーズに 合ったもの,社会のニーズに配慮したものになっているという ことである. (2)実際の使用・利用及び使用・利用状況を再現し,妥当性確認を 行うのが一般的だが,使用・利用及び使用。利用状況の再現が 困難な場合は,シミュレーションなどによることもある。ま た,実際にモニターに使ってもらって評価する方法もある。デ ザインレビューに顧客あるいは営業・アフターサービスの担当 者に参加してもらって行う方法もある。 (3)通常の使用の数倍の負荷をかけた試験,様々な使用方法を考え たいじわる試験なども妥当性確認の一つといえる。
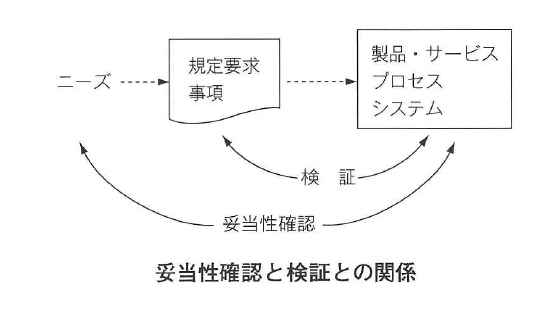
(4)妥当性確認と混同しやすい言葉に“検証”がある.妥当性確認 は,ニーズとの合致を評価するのに対して,検証は規定要求事 項に対する合致を確認する行為である.妥当性確認と検証との 違いを図に示す.規定要求事項を定める段階では実際の製品・ サービス,プロセス又はシステムが存在せず, これが顧客・社 会のニーズを満たしているかどうかを確認することは難しい. 実際に製品・サービス,プロセス又はシステムが実現できた段 階で,これが顧客・社会のニーズを満たしていることを確認す ることが大切である。
厖菱至□∋ Q9000,QM用語辞典(p.338),TQMの基本(pp.68-69),QAガ イドブック(p.91,p.121,p.467),広辞苑 眠奎ヨ匪ヨ検証,デザインレビュー
4 デザインレビュー design review/圧)R
JSQC定義 設計活動の適切な段階で必要な知見をもった人々が集まっ て, そのアウトプットを評価し,改善点を提案する,及び/又 は次の段階への移行の可否を確認する組織的活動. 注記1 デザインレビューの対象には,製品・サービスの設 計だけでなく,生産,輸送,据付,使用,保全など のプロセスの設計も含まれる。 注記2 アウトプットを評価する際には,アウトプットその ものを確認するだけでなく,設計の過程を確認する こともある。
衝薔彗 (1)デザインレビューの目的は,設計の品質/質を確保することで ある. (2)デザインレビューは,設計の進展に伴って,構想設計,基本設 計,詳細設計など各々の終了後に行われることが多い. (3)デザインレビューの参加者は,レビューの対象となる設計及び レビューの目的に適した人を選ぶのがよい.参加者には,営 業,企画,研究開発,設計,生産技術,購買,製造,生産管 理,品質保証, アフターサービスなどの知見をもった人が含まれる. (4)デザインレビューでは,次に示す事項を評価し,問題点を検出 し, これを改善する。 ・採用技術,機構。基本構造は適切か. ・過去のトラブノン・失敗から得られた知見が反映されている か。 ・設計の方法[設計標準及びその順守,FMEA(故障モー ド影響解析)などの手法の活用]が適切か。 ・検討すべき事項の漏れはないか,など. (5)設計の確認にかかわる用語としては,デザインレビューのほか に,“検証”と“妥当性確認”がある。検証とは,設計からの アウトプット(図面,仕様書など)が設計へのインプット(規 定要求事項)を満たしているかを確認することであり,妥当性 確認はアウトプットが顧客。社会のニーズを満たしているかを 確認することである。デザインレビューは, これらのどちらに も適用できる手段の一つである。デザインレビューには,検証 (規定要求事項に合っているか)や妥当性確認(顧客。社会の ニーズに合っているか)以外の目的,例えば,設計どおり製造 できるか,購買できるか,アフターサービスできるかといった 後工程への影響の評価も含まれる。 匿≡至□∋ Q9000,Z8115,QM用語辞典(p.370),TQMの基本(p.62),QA ガイドブック(p_95),広辞苑 層萎箋匪ヨ検証,妥当性確認
5 初期流動管理 initiation contrO1/initiai prOduction contro1/ initial production process cOntrOl
JSQC定義 新製品。サービスの販売開始後や新プロセスの導入後の一定 期間,収集する品質情報の量・質を上げ,製品・サービスに関 する問題を早期に顕在化させ,検出された問題に対する是正処 置を迅速に行うための特別な組織的活動.
輌薔勤 (1)新製品・サービスの開発や新プロセスの導入では,販売開始前 や導入前の検討では予測できなかった設計・生産の不具合が発 生することがある.これらの不具合についてはクレームや苦情 の発生を待つのでなく,なるべく早い段階で見つけ出し,取り 除くことが,最終的には顧客の満足や経済的な生産につなが る.目標どおりに安定して品質/質,量,コストが達成できる ような量産体制への速やかな移行を目的として, 日常実施して いる管理とは異なった特別な管理を実施するのが有効である. (2)初期流動管理では,初期の製品・サービスに関する品質情報に ついて市場情報はもちろんのこと,生産,物流,設置などから 多くの情報を収集することが重要である.場合によっては,設 計者が顧客のところに出向いて使用状況を聞くことも必要であ る。また,発見。検出された不具合に対しては是正処置を迅速
に行い,根本的な対策を確実に実施することが重要である。 (3)初期流動管理の時期において,生産・サービス提供に関する多 くの情報を収集し,より効果的・効率的な体制の充実(標準 類,調達部品。材料の品質,設備などの確認,作業者に対する 効果的・効率的なカン・コツなどの教育・訓練など)を行うこ とも大切である. (4)初期流動管理においては,新製品・サービスが企画した仕様と 一致しているか, また,設計どおりに確実に作られている/実 施されているかどうかの確認と同時に,仕様そのものが市場に 受け入れられているのかの確認を行うことも重要である。 (5)初期流動管理の目的は,新製品・サービスの開発や新プロセス の導入に伴う不安定要素をできるだけ早く顕在化させ取り除く ことのほかに,不安定要素が一定基準以下に押さえ込まれてい るかを確認することも含まれる。 (6)新規性の高い製品・サービスや提供プロセスほど,初期流動管 理の必要性が高い. 匿≡憂亜D TQC用語辞典(pp220-221),QM用語辞典(p.273),TQMの基本 (p.71),QAガイドブック(p.665),品質管理便覧(p.794),全社的 品質管理推進の実際(p.476),品質40-1(p.33) 屁藝団匪ヨ新製品開発管理
6変更管理 change cOntrOl
JSQC定義 製品・サービスの仕様,設備,工程,材料。部品,作業者な どに関する変更を行う場合,変更に伴う問題を未然に防止する ために,変更の明確化,評価,承認,文書化,実行,確認を行 い,必要な場合には処置をとる一連の活動. 注記1 変更の明確化とは,変更の対象,内容,範囲,時期 などを明らかにし,識別することである。 注記2 変更の評価とは,変更の目的が達成されているか, 他に悪い影響を与えないかを確認することである
衝薔議 (1)変更には,①製品・サービスの仕様を変更する場合,②設備, 工程,材料。部品,作業者などに関する条件を変更する場合が ある。 (2)製品・サービスの仕様を変更する際は,変更の対象,内容,範 囲,時期などを文書化し,識別するとともに,設計時と同様の 評価を行い,変更の実施前に承認する。必要に応じて顧客の承 認を得る。目的とする変更の効果が得られるかどうかだけでな く, その変更が,製品・サービスを構成する他の要素及び既に 引き渡されている製品・サービスに及ぼす影響も評価する。変
更を実施する場合には,顧客を含め関係する部門・組織との情 報の共有化を行う。 (3)生産・サービス提供の段階では,何らかの理由によって,設備 (Machine),部品。材料(Material),作業方法(Method), 作業者(Man)などの条件を変更することが必要となる場合 がある。この変更によって, 目的とする以外の製品・サービス の特性が変化したり,後工程の生産・サービス提供に影響を与 えたり,安全上の事故が発生することを避けなければならず, そのために(2)と同様の変更管理が必要となる。 (4)あらゆる変更を同じレベルで管理することは難しい.製品・ サービスの品質/質や後工程への影響を考慮し,重要度付けを 行い,重要度に応じた管理の方式を定め,実施することが大切 である。 (5)変更管理は, 自分の組織だけでなく,調達先に対しても実施を 求めることが大切である.一定の範囲を決めて, その範囲を超 えた変更については,事前に連絡し承認を得ることを求めるの がよ
∈菱至□∋ Q9001,Q9004,Q10006,QM用語辞典(p.482),QAガイド ブック(p.565),広辞苑 屁誕罰護ヨ新製品開発管理,プロセスに基づく管理
7 原価企画 target cOsting/target cost nlanagernent
JSQC定義 製品・サービスの提供予定価格から目標利益を引いた目標コ ストを設定し,製品・サービスの開発段階での取組みを通して それを達成する活動.
輌憂轟 (1)コスト(原価)に関する取組みで最も大切なことは,市場調 査・企画や設計などの開発の初期の段階でコストを作り込ん でしまうことである。設計が完了してからコストを低減する活 動を行うことは多くの面で制約があり,手間がかかる割に効果 が小さい。原価企画は,我が国で生み出され発展した概念であ り,新製品開発管理の一つの構成要素である.製品・サービス の開発段階の源流にさかのぼってコストの作り込みを行い,従 来の製品・サービスからすると不可能に思えるような目標コス トの達成を目指す一連の管理活動をいう. (2)欧米では, どちらかというと製品・サービスの提供予定価格か ら目標利益を控除して目標コストを算出するという計算プロセ スのみが強調される傾向にある。しかし,原価企画は単なる計 算プロセスではなく, 日標利益を基準とするコストの総合的マ ネジメントという側面をも併せもっている。(3)目標コストを達成する方法としては,①機能の絞り込み(過 剰機能の排除),②製品・サービスの小型軽量化・簡素化, ③構成部品・材料の改善,④設計規格値。基準値の変更検討, ⑤生産方法・提供方法の改善などがある.ターグット顧客の ニーズの理解に基づいて真に要求されている機能。性能を最 小のコストで達成することがポイントである。VⅣVE(Value AnalysisだValue Eng■ neering),IE(Industrial Englneering), OR(Operations Research)などの手法を活用するのが有効と なる. (4)原価企画では, 日標コストを定めることが重要である.“ 目標 コスト=製品・サービスの提供予定価格一日標利益”で算出さ れる。この目標コストを達成するためには, その総合的な活動 計画(コストを構成する各々の要素をいくらにするか, どのよ うにして達成するか)を原価企画書等で明確にする必要があ る。目標コストを活動計画へ展開するに当たっては,生産。提 供に必要なコストだけでなく,営業,アフターサービス,廃棄 などに要するコストを考慮する必要がある. 厖菱至固∋ Z8141,QM用語辞典(p.159),QAガイドブック(p.34),競争優 位のQMS(pp.40-41,p.57,p.59),広辞苑 屁奎ヨ匪ヨ新製品開発管理,品質機能展開
8直行率 nOnadiuSted rate/80‐ through rate
JSOC定義 計画した数の製品・サービスを得るためにプロセスに投入さ れたもののうち,あらかじめ定められた以外の作業を受けずに 完成した製品・サービスの割合. 注記 直行率は,[1-(あらかじめ定められた以外の作業を 行った製品・サービスの数/計画した製品・サービス の数)}× loo(%)で計算され
輌薔彗 (1)あらかじめ定められた以外の作業を行った製品・サービスと は,作業不良,部品不良,欠品などによって,①プロセス中で やり直し,修正,修理,手直しを受けたもの,②プロセス外に 出されたものであり,プロセスの最初から最後まで順調に通過 しなかったものである. (2)直行率は,主に組立プロセスにおいてやり直し,修正,修理, 手直しを排除するための“作り込みの悪さ”を示す尺度として 用いられる. 匿董亘 =亘 D TQC用語辞典(p.289),QM用語辞典(p.354),品質管理便覧 (p.695),広辞苑 眠萎団匪ヨやり直し,修理
9 特別採用/特採 concesslon
JSQC定義 規定要求事項に適合していない製品・サービスの使用又は次 のプロセスヘの引渡しを認めること。
衝薔藝 (1)製品・サービスが定められた規定要求事項(仕様,規格など) から外れているが, それを救済して採用することをいう.多く の場合, 日程,コストなどの制約からやむを得ず対象,数量な どを限定して実施されることが多い。 (2)特別採用は,プロセスの中間で行われる場合と最終製品・サー ビスに対して行われる場合との二つがある。最終製品・サービ スに対して行われる場合の判断責任者は,その製品・サービス を購入する顧客である.組織の責任者は顧客に特別採用の申請 をして,顧客がそれに対して許可を与えることで特別採用が成 立する.プロセスの中間で行われる場合にも,顧客と取り交わ している仕様・規格を満たしていない場合には,同様の処置と なる。組織が自分で決めている仕様・規格を満たしていない場 合には,特別採用の判断は組織が決めた責任者・会議体によっ て行われる。 (3)特別採用された製品・サービスは,あくまでも不適合製品。
サービスである。特別採用には, そのまま採用する場合と,条 件付き(用途を制限する,特別の管理をするなど)で採用する 場合がある. (4)特別採用と似た用語に“逸脱許可(de宙ation permit)”があ る.一般には,特別採用は出来上がった製品・サービスが規定 要求事項を満たさないときに当該の製品・サービスの使用又は 次のプロセスヘの引渡しを認めてもらう場合に用いられるのに 対して,逸脱許可は製品・サービスの実現に先立ち,規定要求 事項を満たさないことをあらかじめ一定期間又は一定数量の製 品・サービスについて認めてもらう場合に用いられる。 (5)サービス業においては,サービスを実施して即顧客へ提供する ことが多いことから,検査を実施するということがなく,特別 採用という概念が薄い。例えば,レストランで注文と異なった ものが来たときに,顧客がそれでよいというような場合があ る。これは特別採用とは呼ばれていないが,概念は同じある。 (6)特別採用に当たっては,顧客に迷惑をかけたり,次のプロセス において問題が発生するリスクが高まることを十分考慮する必 要がある。また,特別採用した製品・サービスについては, ト レーサビリティについて配慮することが必要である. 厖霊至 =団 〕Q9000,TQC用語辞典(p.309),QM用語辞典(p.383),品質管理 便i竜|(pp.741-742) □萎ヨ匪ヨ不適合,やり直し,修理,再格付け, トレーサビリティ
10再格付け regrade
JSQC定義 当初ねらった規定要求事項を満たしていない不適合製品。 サービスを,異なる規定要求事項に適合するように等級を変更 すること。
輌薔彗 (1)再格付けは,不適合製品・サービスを処理する方法の一つであ る。通常は,やり直し,修正,修理,手直し,特別採用を行わ ず, その製品・サービスの級/ランク/クラスを下げることで ある。 (2)不適合製品・サービスを処置する方法には,再格付けのほか, ①仕様。規格に合致するようにするために不適合製品・サービ スに追加作業を行うやり直しや修正,②意図された用途に対し て受入れ可能とするために不適合製品・サービスにとる修理や 手直し,③製品・サービスの仕様・規格からの逸脱がそれほど 大きくない場合あるいは追加作業を行うことがその製品・サー ビスに対するリスクを大きくするような場合にとる特別採用, などがある. (3)特定メーカー向けの化学品が規格を外れたため,一般品として 売る,規格外のため高級ブランドとしては売れない衣類を別ブ
ランドとして売るなど,複数の異なる要求をもつ顧客がいて, ある顧客の要求は満たしていないが,別の顧客の要求から見る と差し障りがないような場合に,不適合製品・サービスを廃棄 せずに使用に供するための救済の一手段である。 (4)特別採用と再格付けは, どちらも,当初ねらった規定要求事項 を満たしていない不適合製品・サービスが発生した場合の救済 処置である。 (5)再格付けという言葉は,組織の信用度,人の資格などにも用い られるが, これは組織や人の状況・能力が変わることに伴うも のであり,品質管理でいう再格付けとは別の意味である. 厖菱至□∋ Q9000,QM用語辞典(p.204),広辞苑 騒葉箋匪ヨ不適合,特別採用/特採,やり直し,修理
11修理repalr
JSQC定義 意図された用途に対して受入れ可能とするための,不適合製 品にとる処置. 注記 修理には,以前は適合していた製品を使用できるよう に元に戻す,例えば,保守の一環として,修復するた めにとる処置を含む.
輌薔藝 (1)修理は,不適合製品を処理する方法の一つである. (2)修理は,①生産工程において不適合となった製品に対して追加 作業を行い意図された用途に合うようにする場合,②市場で故 障又は摩耗した製品を修復する場合,などに用いられる. (3)修理の結果,一部が要求事項を満たさなくなる場合がある.例 えば,穴のあいた洋服に端切れを当て繕う,映らなくなったテ レビの基板を交換するなどの場合,機能は要求事項を満たすよ うになったが,外観などは要求事項を満たさないこともある。 (4)作り直し,再工事等のやり直しや追加工等の修正は,修理と異 なり,規定要求事項を満たすようにすることである。 睦≡堅壺ヨI IS0 8402,Q9000,QM用語辞典(p.259),広辞苑 優歴韮匪目不適合,特別採用/特採,やり直し,再格付け
12 やり直し rework
JSQC定義 規定要求事項に合わない製品・サービスを規定要求事項に合 うようにするために,正規のプロセスを実施し直すこと
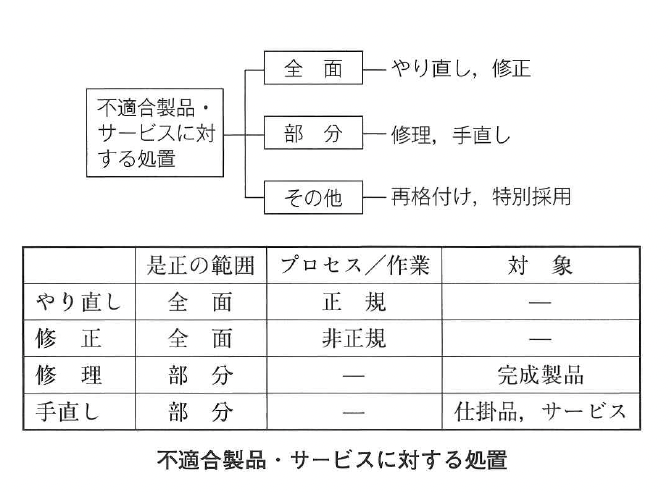
輌薔彗 (1)『TQC用語辞典』をはじめ従来の文献。JISでは,reworkは “手直し” と訳されてきた。しかし, 日本語には, “直す”, “繕 う”,“修繕する”,“修理する”,“修復する”, “改修する”, “修 正する”, “手直しする”などの多くの是正に関する用語があ り,対象によって使い分けている。手直しという日本語は部 分的に直すというニュアンスが強く,本来的な意味である“全 体を作り直す,全部やり直す”という意図を表すには“やり直 し” という日本語を当てることが適切である。 (2)“ 修正(correction)”は,規定要求事項に合わない製品・サー ビスを規定要求事項に合うように,不適合製品・サービスに対 してとる処置という意味で用いる。“やり直し”との違いは, 正規のプロセスを実施し直すかどうかである. (3)“ 手直し”は,意図された用途に対して受入れ可能とするため の,不適合製品・サービスに対してとる処置という意味で用い る.この定義は修理と類似しているが,修理は完成した製品に対する処置の場合に用いるのに対して,手直しは仕掛品あるい はサービスに対する処置の場合に用いる。 (4)“修理,手直し”と“やり直し,修正”とは異なる.“修理,手 直し”は製品。サービス全体ではなくその一部を直すことであ り, “やり直し,修正”は製品。サービス全体が規定要求事項 を満たすように正規のプロセスを実施し直したり,追加の作業 を行ったりすることである. (5)不適合製品・サービスに対する処置をまとめると,次の図表の ようになる
E≡至□団)Q9000,TQC用語辞典(p.299),QM用語辞典(p.372),広辞苑 庭彊韮匪ヨ不適合,修理,再格付け,特別採用/特採
13 トレーサビリティ traceabi:ity
JSQC定義 考慮の対象となっているものの記録,識別などによってその 源をたどるあるいは適用・所在を明らかにすることができるこ と.
輌■藝 (1)トレーサビリティ(traceability)とは, トレース(trace:追 跡する)とアビリティ(ability:可能性)を一つの単語にした ものであり,源をたどるあるいは所在を明らかにすることが可 能ということである。このため, トレーサビリティを確保する ためには,記録,識別などによって考慮すべき対象となってい るものの源までたどり着くこと, また,逆にその足取りをつか み適用。所在を明らかにすることを可能にするプロセスを構 築しなければならない。|ヽレーサビリティの対象には,製品。 サービス,測定器などがある. (2)製品・サービスで品質問題が発生した場合には,該当する製 品・サービスの絞り込み。特定が重要となる。範囲が限定でき なければ,すべての製品・サービスを調査することになり,莫 大な時間と費用がかかる.このようなことにならないように, 物の識別と履歴の記録を行う必要がある.例えば,食品では, |
ロットや製造番号などで製品が特定できるような識別を行った うえで,①材料について何を,いつ, どこから入荷したか,② どこでどういう加工。処理を行ったか,③ どこへ出荷したか, を記録することが必要である. (3)|ヽレーサビリティでは“源”, “所在”及び“適用”が問題とな る.例えば,食品ではどのような原料が使われているか, どの ような場所でどのような処理・加工が行われたものかという “源”が問題となることが多い.また,家電製品や自動車など では,誰が購入し使用しているのかという “所在”が問題とな る場合がある。さらに,化学薬品のように物そのものが残らな い場合には, どのような製品の表面処理に使用されたかという “適用”が問題となる場合がある。 (4)製品・サービスのトレーサビリティについて特に留意しなけれ ばならないのは,食品,原子力, 自動車,家電製品など,人間 の生命・財産に影響を及ぼす分野である. (5)サービスにおいてもトレーサビリティが重要となる場合があ る.例えば,保守・点検サービスにおいて,新人が誤った点 検・サービスを行ったことがわかり,その人が行った機器を特 定するために, t` つ,誰が, どの機器を保守。点検したかの記 録が必要になる場合がある. (6)測定器についてもトレーサビリティが求められる。正確に物を 測るためには,測定器が正確な標準器。標準物質で校正されて いること(測定に先立って測定器のくるにヽ・精度を標準器。標 準物質を用いて正すこと)が必要である。このため,測定器の トレーサビリティでは,測定器がどのような標準器。標準物質
を用いて校正され, その標準器。標準物質が国家。国際標準と どのようにつながっているかが明確になっていなければならな (7)トレーサビリティは変更管理との関係でも問題となる。ソフト ウェアなどでは,バージョンアップが頻繁に行われるため, ど のような変更が行われ,それがどこに使用されているかを明確 にしておくことが大切になる。これは“構成管理”と呼ばれ ている.また,航空機でも同様のことが大切になる.これは “形態管理” と呼ばれている。どちらも英語は“coniguratiOn n■ anagement” である. ∈菱至□∋ Q9000,Z8103,Codex,TQC用語辞典(p.313),QM用語辞典 (p.387), QAガ ` イドブック(p.161) 優奎野匪ヨ変更管理,初期流動管理,特別採用/特採
Qoffee Erea{ ..,.= 計量標準と標準物質 “測る”ことは,ものづくり,商取引の基本であり, “正しく測る” ことが重要になる.“正しく測る”ためには,統一の“単位”と“も のさし”が必要となる。統一の“ものさし”の基本になるのが,国 際。国家標準などの計量標準又は標準物質である.測定器のトレーサ ビリティの基本は,測定器を使った測定結果の不確かさが切れ目なく これらの計量標準・標準物質につながっていることである.“測る” 基準の“単位”は7種類で,以下の定義に基づいている。計量標準の例としては,キログラム原器がある. 標準物質とは,上記の定義に基づき純度,濃度など を最高精度に測定した液体・ガス等である。日本で は,独立行政法人産業技術総合研究所が,計量標 準・標準物質にかかる研究開発を行っている。
14計測マネジメントシステム mneasurenlent management systern
JSQC定義 特定の目的をもって,物事を量的にとらえ, その結果を活用 するための方法。手段を計画し,実施し,必要に応じて改善す る活動にかかわる,相互に関連する又は相互に作用する一連の 要素.
笹薔議 (1)計測とは,特定の目的をもって,物事を量的にとらえるための 方法。手段を考究し,実施し, その結果を用い所期の目的を達 成させることである。 (2)計測に似た言葉に“計量”がある。両者の違いは必ずしも明確 でないが,計量とは,“特に公的に取り決めた測定標準を基礎 とするもの”を指す(出典:JIS Z 8103).例えば,電力,水道 量,ガソリンなどは公共料金の基礎となるため,公的にその基 準を定めておくことが大切になる.このような物の計測は, そ の意味で計量と呼ばれることが多い。 (3)測定とは,ある量を,基準として用いる量と比較し,数値又は 符号を用いて表すことで,物事を量的にとらえることである。 測定は,目的とは無関係な操作であり,計測の手段となるもの である.
(4)計測マネジメントには,次の事項が含まれる。 ① 計測の計画 何のために何を測定するのかを決める. 測定方法及び測定に必要な測定器を明確にする。 得られた測定値をどのように使うかを明確にする. ② 測定器の管理 測定器の調達,校正。検証,調整,校正・検証の状態を示す識 別,保管,校正・検証の記録を行う. ③ 計測作業の管理 測定方法及び測定値の使用方法のマニュアルを制定し,教育・ 訓練し,そのとおり実施する. ④ 計測の改善 管理図等を用いて測定器。計測作業の管理状態を確認し,異常 が発生している場合にはその原因を追究し,再発防止の処置を とる.また, 目的をより効果的・効率的に達成できるよう測定 器。計測作業を改善する. ⑤ 新たな計測技術の開発 必要に応じて,測定方法,測定器,測定値の処理方法などに関 する技術を長期的な視点に立って開発する. ∈翌至 =国 D Z 8103,Q9000,TQC用語辞典(p.122),QM用語辞典(pp.149- 150),品質管理入門(p.76),広辞苑 優涯韮匪目測定,試験,管理, システム
15 初物検査 first piece inspectiOn/first iolt inspectiOn
JSQC定義 生産条件が適切かどうかを判断するために,最初に作った1 個又は複数の製品が規定要求事項に適合していることを確認す る行為. 注記 初回製品検査,初品検査,初回検査などと呼ばれるこ ともある.
輌薔彗 (1)初物検査は,①新製品の立ち上げ,②新設備の導入や調達先の 変更,③品種の切り替え,設備の段取り替え,作業者の交代な ど,生産条件が変わったときに,最初の1個又は複数の製品 を検査し,生産条件が適切かどうかを確認することを目的とし ている。 (2)初物検査は, プレスエ程やプリントエ程など,同じ生産条件で 連続的に生産していれば同じ品質が維持できるような工程で効 果的である。 ⊂翌至亘日)TQC用語辞典(p.341),QM用語辞典(p.416),QAガイドブック (p.925),全社的品質管理推進の実際(p.701),広辞苑 G琵箋匪ヨ初期流動管理,検査
16工程能力 process capability
JSQC定義 あるプロセスが,要求事項に対してばらつきが少ない製品・ サービスを提供することができる程度. 注記 工程能力を評価するためには, プロセスが管理状態に なければならない。ただし,管理状態とは,技術的・ 経済的に好ましい水準における安定状態をいう。
輌薔彗 (1)一般にプロセスを評価する際には, (a)質的能力 (b)量的能力 (c)経済的能力 の3点が代表的な視点になる.このうち,(b)については,単 位時間当たりの生産量などによって評価できる。また,(c)に ついては,1個当たりの生産コストなどによって評価できる。 (a)は,要求事項をどれだけ均一に,ばらつきなく満たせるか ということで評価できる。これが工程能力である. (2)工程能力はそのプロセスのもつ質的能力であるが,①管理状態 にあるときの能力を意味する場合,② 管理状態にあるかどう かを限定せずに広くプロセスのもつ質的能力を意味する場合,
の二つがあり, この両者を適切に使い分ける必要がある。ISO 3534‐ 2では,①を“工程能力(prOCess capability)”と呼び, ②を“プロセス・パフォーマンス(process perおrmance)”と 呼んでいる。 (3)工程能力[(2)の①]は,主に,プロセスの設計の際に,定め ようとしている規格値が現行の技術的。経済的な水準で達成で きるかを判定するために用いられる.また, プロセスの改善に おいて,工程管理を徹底することで達成可能な水準を知るた めに用いられる。他方, プロセス。パフォーマンス[(2)の②] は,現行のプロセスでどの程度,確実に品質保証ができるかを 評価する場合に用いられる. (4)日本では, プロセス・パフォーマンス[(2)の②]を含めて“工 程能力”と解釈してきた組織が多い。しかし,工程能力をプロ セス。パフォーマンスの意味だけで使用するのは適切でなく, 工程能力の本来の意味[(2)の①]の重要性を認識する必要が ある。 (5)工程能力を定量的に評価するための指数として工程能力指数 (prOCess capability index)がある。工程能力指数にはCPや Qんなどがある. Q=(上側規格値―下側規格値)/6σ らた=min(上側規格値―μ,μ 一下側規格)/3σ ここで,μ とσは, プロセスが管理状態にあるときの対象とし ている品質特性の平均と標準偏差である。Qたは偏りがある場 合又は片側規格の場合に用いられる. (6)工程能力指数については,次の評価基準がよく用いられてき
た. Q>1.33 : 工程能力は十分ある。 1.33≧ Q>1: 工程能力はあるが不十分. 1≧ Q : 工程能力不足. しかし,最近は独自の基準を設けているところもある。例え ば,1.67以上を工程能力は十分あるとしていたり, シックス シグマのように2以上を求めているところもある。 (7)管理状態にあるプロセスからとったデータ(それを模したデー タ)を用いて工程能力指数を求めると,達成できる質的能力の 限界,すなわち工程能力がわかる[(2)の①].また,管理状態 にあるかどうかを限定せず,プロセスからとったデータを用い て工程能力指数と同じ計算を行うと,現状のプロセスの質的能 力,すなわちプロセス・パフォーマンスがわかる[(2)の②]. (8)管理状態でいう“技術的。経済的に好ましい水準における安定 状態”とは,理想状態のことではなく,現行の作業標準書。技 術標準書等の内容を適切に適用・運用した状態である。一般に は,管理図を用いて判定できる。 ⊂菱藝壺D IS0 3534‐ 2,TQC用語辞典(pp.145-146),QM用語辞典(p.178), TQMの基本(p.79),QAガイドブック(p.397),品質管理便覧 (p.118,p.703) 優涯韮匪ロプロセス/工程,工程異常,工程管理/プロセスコントロール, シックスシグマ,管理図
17 エラープルーフ/フールプルーフ error proof/mistake proofing
JSQC定義 ヒューマンエラーを防止する,あるいはそれによって引き起 こされる影響を軽減するための製品・サービス又は作業方法に 関する工夫. 注記1 ヒューマンエラーとは,人間がその性質上避けるこ とのできない度忘れ,見間違い,勘違いなどであ る。 注記2 作業方法は,部品。材料,設備。治工具,作業指示 書,手順などの要素及びそれらのつながりを含む.
肛薔轟 (1)エラープルーフは,フールプノレーフ,FP,バカヨケ,ポカヨ ケ,mistake prooingなど,様々な呼び名で呼ばれている. (2)ヒューマンエラーの対策については,注意力に頼ったり,教 育・訓練を行ったり,ダブルチェックを行うことでは限界があ る。エラープルーフを行うことが必要である。 (3)部品を取り違えないように色分けする,向きを間違えないよう に左右対称にする,間違ったケーブル同士がつながらないよう に形状を工夫する,両手でボタンを押さないとプレスが起動し ないようにするなどは,エラープルーフの例である。
(4)ヒューマンエラーの発生頻度は低く,様々なエラーが代わる代 わる顕在化する。このため,発生したエラーにエラープルーフ を行うだけでは十分でなく,工程FMEAなどを用いて起こり そうなエラーを事前に洗い出して対策するなど,未然防上の考 え方に基づいた取組みを行うことが大切である. (5)JIS Z 8115では,エラーが発生しても大きな影響が出ないよ うにという立場から定義されているが,エラーを発生させない 工夫も含めて広くとらえることで,より効果的・効率的な対策 が可能となる。 (6)エラープノレーフは,顧客のエラーを防ぐために活用されること も多い。例えば,蓋を閉めないと回らないようにしてある洗濯 機,病院で患者が行き先を間違えないように廊下に書いてある 導線などはこの例である。 ⊂翌至 =亘 D Z 8115,TQC用語辞典(p.369),QM用語辞典(p.452),TQMの 基本(p.203),QAガイドブック(p.591),広辞苑 優菱韮匪ヨディペンダビリティ,未然防止/予防処置,信頼性七つ道具
18 工程異常報告書 out‐ of_cOntrOl report
JSQC定義 プロセスが管理状態でないことに関する事実を迅速に伝達 し,必要なすべての活動(原因追究,応急対策,再発防止対 策,効果確認など)を確実に実施するための帳票.
輌薔B (1)工程異常報告書の作成目的は,次のとおりである. ① 発生した異常を確実に記録,伝達する. ② 処置済みと未処置を区分する。 ③ 処置の内容,処置に関する実施部門の意見を記録する. ④ 再発防止対策の内容とその効果を記録する. ⑤ 他部課係に依頼した処置を記録する. ⑥ より根本的な解析・対策のための基礎資料とする. (2)工程異常に対しては, その原因を追究し,プロセスに対して適 切な処置をとる必要がある。この活動の結果を“工程異常報告 書”に記録することで,原因追究,応急対策,再発防止対策, 効果確認などの必要な活動が抜け落ちなく行えていることを容 易に確認できるようになる。また,プロセスの管理に関する 貴重な情報を組織の知識として蓄積し,共有を図ることができ る。
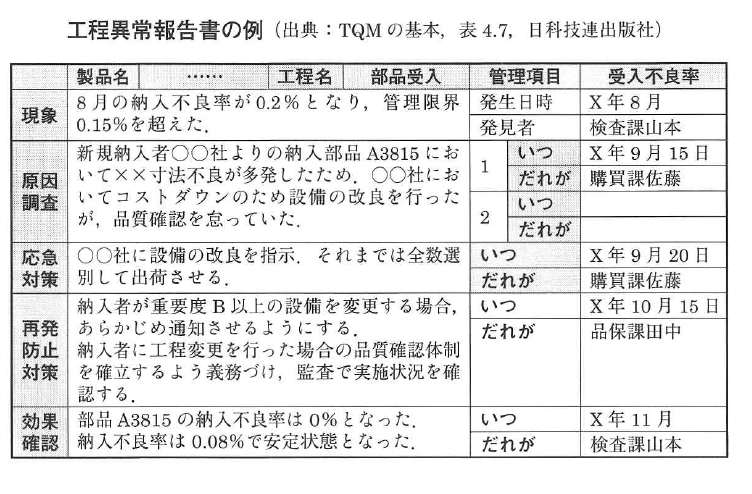
(3)工程異常報告書は,以下に示すように,誰が見ても理解しやす いものとするために簡潔な様式とするのがよい。 工程異常報告書の例(出典:TQMの基本,表47,日科技連出版社)
⊂菱巨 =亘 D TQC用語辞典(p.144),QM用語辞典(p■ 76),TQMの基本 (p.165), QAガ ` イドフ ゛ ック(pp.416-417) 嘔誕ヨ琵ヨエ程異常,工程管理/プロセスコントロール,再発防止/是正処置
19 5S five S
JSQC定義 職場の管理の前提となる整理,整頓,清掃,清潔, しつけ (躾)について, 日本語ローマ字表記で頭文字をとったもの. (出典:JIS Z 8141)
輌薔B (1)5Sと品質/質とは切り離して考えることはできない。例え ば,職場に不用品がある場合には,不用品と必要なものが混在 することで間違って不用品を使用し,品質問題を起こすことな どがある。また,5Sが適切に行われている組織は,仕事に無 駄がなく,効率的で,決められたことを適切に実行できる能力 をもっている。このため,組織は,5Sが継続的に運営管理さ れるようにする必ヽ要がある。 (2)5Sの考え方を以下に示す。 ・整 理(Seiri):必要なものと不用なものに区分し,不用 なものを捨てること。 ・整 頓(Seiton):決められたものを決められた場所に置 いたり,識別したりして,すぐ取り出せる,すぐ使える, すぐしまえるようにすること。 。清 掃(Seisou):机,床,壁,棚,設備,測定器などを“れいな状態(汚れ,ほこりなどがない状態)”にすること. ・清 潔(Seiketsu):整理・整頓・清掃を繰り返し,職場 をきれいな状態に維持すること.これに加え,身なり(作 業着,髪など)をきれいにすること. 。しつけ(Shitsuke):決められたことを守る習慣を身につ けること。これに加え,礼儀・作法を守ること. (3)もともとは3S(整理・整頓。清掃)から始まったが, これを 維持すること,職場のDNAにすることが大切ということか ら,残りの二つ(清潔・しつけ)が加わった。最近では,組織 によってこれにいろいろな要素(節約,測定,殺菌,洗浄な ど)を加え,6S,7Sなどとしている場合もある。 (4)ASQ(米国品質学会)では,Sort,Set in order,Shine, Standardize, Sustain としている。
睦≡墨亜D Z 8141,QM用語辞典(p.183),TQMの基本は210),QAガイド フ ゛ ック(p.609,p.618) 眠萎団護ヨ1工程管理/プロセスコントロール
20アウトソーシング/外部委託 outsourcing
JSQC定義 組織が外部の資源を効果的・効率的に活用する目的で業務の 一部を外部に委託すること.
輌薔彗 (1)アウトソーシングは,① コスト削減,②固定費の変動費化,③ 生産能力の調整,④専門知識・専門技術の活用などの目的で行 われる。外部の資源をうまく活用することであり,組織の業務 のうち,専門的なものについてそれをより得意とする外部の組 織に委託することである. (2)日本では外注という言葉が長く使われてきた。外注は部品やユ ニットの製造を外部の組織に委託するという狭い意味で用いら れていた.しかし,最近では,設計や人事,経理などを外部の 組織に委託することも増え, これらを総称してアウトソーシン グというようになっている。日本語でいうと外部委託で, これ の対義語は内作(内製)である。 (3)調達は,製品・サービスの提供に必要とするすべての部品。原 料。設備・機器, ソフトウェア,情報,エネルギー,役務など を委託あるいは購入する行為をいい,アウトソーシングによる 方法と購買による方法の両方を含む.購買は,生産又は営業に必要な設備,原材料,部品,消耗品などをカタログ等によって 購入する行為をいう.これに対して,アウトソーシングは,発 注側が指定する仕様,納期などによって,外部の組織に業務を 委託し,入手する行為をいう。 (4)JIS Q 9001では,“ アウトソースされたプロセス”という言葉 を使っている.これは,品質保証上分離することが難しく,本 来組織内で行うべきであるが,外部に委託したプロセスとい う意味であり,品質マネジメントシステムの不可分な一部とし て,その理由にかかわらず委託する業務及び委託先の能力に見 合った管理が求められる。 (5)アウトソーシングにおいては,委託先の能力を正しく把握する こと,委託する業務及び委託先の能力に適した管理(要求事項 の提示, コミュニケーション,指導。育成など)を行うことな どが大切である。委託先の決定においては,事前に委託する業 務に必要な要件を明確にし, それと委託先の能力との比較を行 い,ギャップが存在する場合は,それを解消する方法及び委託 した後の管理の方式,並びにそれらに要する時間及び費用を明 確にしておくことで各種問題の未然防止が図れる. 医≡亜D Z 8141,Q9001,QM用語辞典(pp.15-16,p.77),QAガイドブッ ク(p.135),広辞苑 回副目品質保証
21苦情complaint
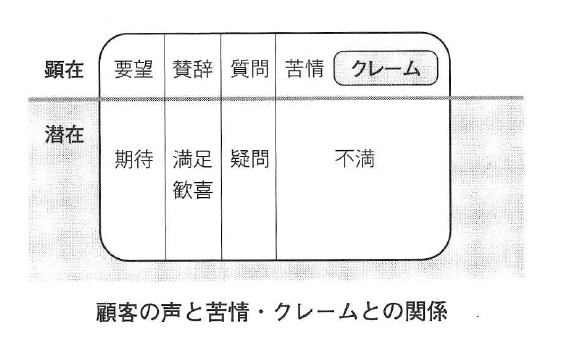
JSQC定義 顧客及びその他の利害関係者が,製品・サービス又は組織の 活動が自分のニーズに一致していないことに対してもつ不満の うち,供給者又は供給者に影響を及ぼすことのできる第三者へ 表明したもの。 注記1 ニーズには,カタログ,仕様説明書などで明示され ている機能・性能だけでなく,明示されていなくて も安全性のように当然確保されていると期待されて いるものも含まれる。 注記2 不満には,提供する製品・サービスに関するもの, 及び組織の活動に関するものがある. 注記3 第三者には,消費者団体,監督機関などがある
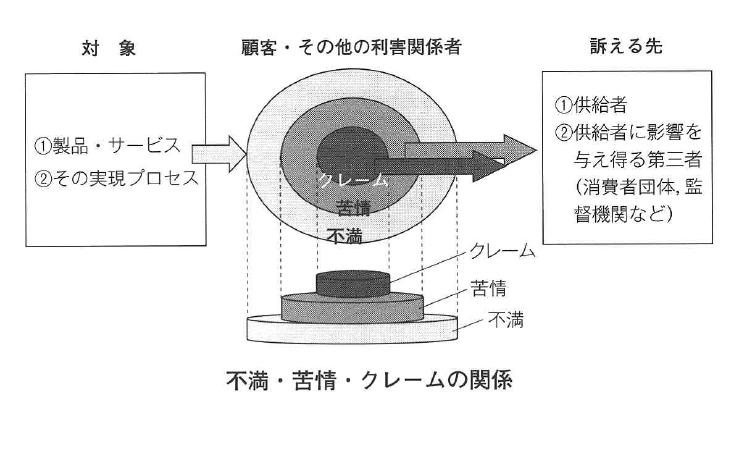
衝薔B (1)製品・サービスに対する苦情の例としては,すぐ壊れる,色落 ちする,サービス提供が遅いなどがある.組織の活動に対する 苦情の例としては,工場の設備による騒音,廃液・煤煙による 健康被害,建物による日照権の侵害などがある. (2)不満,苦情及びクレームの関係を図(p.57)に示す。この場合 の不満とは,自分のニーズに一致していないことに対して抱く
心の状態である。また,苦情とは,不満を表明する行為(例え ば, メーカーに電話をする,販売店に文句を言う,消費者団体 に訴えるなど)である.さらに,クレームは具体的請求(例え ば,新品に交換してもらう,無償で修理してもらう,返金して もらう,損害を賠償してもらうなど)をする行為である. (3)不満は,なるべく顕在化させ,必要な処置をとることが顧客満 足向上のために必要である。そのためには,苦情を待つだけで はなく,積極的に顧客のところへ行き不満を聞くことが大切で ある。 (4)苦情に関する情報は, これを分析し,データベース化を行い, 新製品・サービスの開発又は既存製品・サービスの改善のため のインプット情報として活用することが顧客満足の向上に役立 つ. (5)クレームは具体的な請求を伴うため,他の苦情や不満とは分け て取り扱うのが一般的である. 睦壼 =団 )1日Z8101,Q10002,TQC用語辞典(p.110),QM用語辞典 (p.136),QAガイドブック(p.178),IS0 9000用語辞典(p.39), BCコース(p.10),Q17000,広辞苑 解萎ヨ匪ヨクレーム,顧客の声,顧客満足
22クレーム ciaim
JSQC定義 顧客及びその他の利害関係者が,製品・サービス又は組織の 活動が自分のニーズに一致していないことに対してもつ不満の うち,供給者又は供給者に影響を及ぼすことのできる第三者へ 具体的請求を行うもの。 注記 具体的請求には,修理,取替え,値引き,解約,損害 賠償などがある。
輌薔彗 (1)クレームは製品・サービスに不具合ないし不足があった場合に 発生する。また,組織の活動に伴う“騒音”等の公害といっ た社会(及びこれを構成する個人)と組織との間のトラブルに よって発生し得る.組織が顧客に対して行った強引な営業手法 に起因する混乱や不信感もクレームの原因となり得る。 (2)クレームについては迅速に対応し, その進捗状況を管理すると ともに,クレームを提起した人。組織へ適切な時期に必要な情 報を提供する必要がある。 (3)品質/質の重要性を組織内に認識させるためには,クレーム処 理費用(改修費用,運送費用,取替え費用,クレーム対策会議 の人件費,クレーム調査費用など)を明確にすることが効果的
である。 (4)クレーム情報をデータベース化することで,組織の知識の向上 や予防処置の推進につなげることができる. (5)クレームの中には悪意のあるものも含まれているため, その適 切な切り分けが必要である. (6)クレームの英語の原義は,“ (当然のこととして)要求する”で ある.日本語には“クレーム”に対応する言葉はない。これは “苦情”の一部として扱われてきたためと思われる.
⊂翌至亘団〕TQC用語辞典(p.114),QAガイドブック(p.178),IS0 9000用語 辞典(p40),BCコース(p.10),広辞苑 眠萎璽匪ヨ苦情,顧客の声,顧客満足
23顧客の声 voice of custOmer
JSQC定義 製品・サービス又は組織活動に対する,顧客の受けとめ及び 期待 注記 受けとめの中には,不満,苦情,クレーム,要望,賛 辞,質問などが含まれる。
輌薔轟 (1)顧客の声を収集する場合には,単に顧客が表明したものを集め ることだけでなく,積極的に顧客に働きかけて, まだ表明され ていない,潜在的な声を集めることが大切である.また,顧客 は広くとらえるのがよく,現在使用・利用している顧客だけで なく, ターグット顧客,将来使用・利用する可能性のある顧客 なども含めるのがよい。 (2)表明された“顧客の声”は,組織がその活動及び提供する製 品・サービスの品質/質の向上に役立てることができる.“顧 客の声”が製品・サービスの品質/質に関する内容ならば,製 品・サービスの設計。開発に活用できる。また,“顧客の声” が製品・サービス以外の組織の活動(環境マネジメント,コン プライアンス,地域貢献など)に関する内容ならば, その各々 に該当する部門がその活動の品質/質の向上に活用することが
できる。 (3)顧客の声を収集する方法には,顧客へのインタビュー,アン ケート調査,顧客行動の観察,クレーム・苦情やアフターサー ビスに関する情報の活用などがある。 (4)顧客の声は,一般的には,言語データとなる。このため, その 分析に当たっては,品質機能展開などの手法を活用することが 大切である。
厖翌至亘団〕Q9025,QM用語辞典(p.185),QAガイドブック(p.301),広辞 苑 寝警箋匪ヨ苦情,クレーム,顧客満足,顧客サポート,品質機能展開
24顧客サポート custolmer support
JSQC定義 顧客満足が得られるように,製品・サービスの購入時から使 用及び廃棄・利用中止のすべてにわたり,顧客に支援を提供す る活動.
曜薔彗 (1)顧客の満足を得るためには,製品・サービスそのものの品質/ 質が最も重要だが,その製品。サービスを購入した顧客が,製 品・サービスの使用・利用に際し,それがもっている品質′/′質 を十分に活用できるよう,廃棄・利用中止の際には確実。安全 に廃棄・利用中止できるよう,製品・サービスの提供組織とし て適切な対応が必要である.顧客サポートは,顧客満足を促進 する目的で組織が顧客に対して行う行為をいい, その内容は, 組織が提供する製品・サービスの種類や組織のビジネス形態に よって異なる。 (2)顧客サポートは,製品・サービスの購入時から,使用及び廃 棄・利用中止に至る製品・サービスのライフサイクルすべてに おいて顧客が遭遇する困難や疑間を解決する手助けであり,以 下の事項が含まれる. ・購入時における,製品・サービスに関する情報の提供
・製品・サービスの使用。利用に関するサポート及びサポー ト情報の提供 ・製品の保守点検 ・製品の修理サービス ・補給部品。補修部品の提供 ・修理サービス情報の提供 ・ソフトウェアのバージョンアップ及びバージョンアップ情 報の提供 ・製品の廃棄・リサイクル,サービスの利用中止・利用再開 に関するサポート及びサポート情報の提供 。苦情・クレームの受付 (3)顧客サポートを考える場合には,重要な顧客との接点及びその 各々にどのような支援を行うかを明確にし,円滑な実施を可能 にする手順を確立するとよい. ⊂翌至亘団)Q9005,QM用語辞典(pp.184-185),広辞苑 優歴韮匪目顧客の声
25グレード/等級 grade
JSQC定義 同一の用途をもつ製品・サービス,プロセス又はシステム の,レベルの異なる要求事項に対して与えられる区分若しくは ランく。
輌薔∋ (1)すべての業界で多様な顧客のニーズに対応するために製品。 サービスのクラス分けがなされている(例えば, 自動車のデ ラックス仕様とスタンダード仕様,ホテルの五つ星や四つ星, 飛行機のビジネスクラスやエコノミークラスなど).このクラ ス分けされた段階をグレードという。 (2)ある業界では,法令。規制等でプロセスやシステムの管理の程 度をクラス分けしている場合がある(例えば,半導体の工場で 求められるクリーン度,原子力施設における放射能レベルによ る管理区分など).これについてもグレードと呼ばれることが ある。 (3)品質/質は,製品・サービス,プロセス,システム,経営,組 織風土など関心の対象となるものが,明示された又は暗黙の ニーズを満たす程度をいう.これに対して,グレードは, レベ ルの異なるニーズを考えたうえで,各々の該当するニーズに合った要求事項を定め, そのレベルを識別するために設けた区 分又はランクである.したがって,“ 品質/質が高い” という のは,性能が高い,機能が豊富であるなどを意味するものでは なく,顧客の求めるレベルの性能,顧客の求める範囲の機能が 達成されていることを意味する。 (4)グレードによく似た言葉に“品種”がある.品種は,異なる用 途をもつ製品・サービス, プロセス又はシステムの識別のため に設けた区分である(例えば, 自動車のバンとセダン, ビジネ スホテノンとリゾートホテルなど).
匿董 =団 I IS0 8402,Q9000,QM用語辞典(p.376),広辞苑 固藪日品質/質,再格付け
26製造物責任 | l productilability/PL
JSQC定義 製品の欠陥又は表示の欠陥が原因で生じた人的・物的損害に 対して,製造業者等が負うべき賠償責任. 注記1 製造物責任を略してPLということがある。 注記2 ここでいう欠陥とは,当該製造物の特性, その通常 予見される使用形態,その製造業者等が当該製造物 を引き渡した時期,その他の当該製造物にかかわる 事情を考慮して,当該製造物が通常有すべき安全性 を欠いていることである。 注記3 ここでいう製造業者等は,当該製造物を業として製 造,加工又は輸入した者である。当該製造物にその 実質的な製造業者と認めることができる氏名等の表 示をした者も含まれる。
衝薔B (1)製造物責任は,品質保証の失敗の結果生じる一形態であるが, 通常のクレーム処理に対する責任とは,次のような点で異な る。例えば,“ テレビの画像が二重に映る”というのはクレー ムにはなるが,PL問題にはならない。 しかし, テレビが原因 で火災になれば, これはPL問題になる。クレーム処理の場合
には,多くの場合その生産者側が支払う最大の対価は,クレー ム品を引き取り新しい製品と交換する費用で, その大きさは 製品価格と密接な関係をもっている。ところがPL問題の場合 は,補償費用は製品価格とは全く無関係に,被害者の受けた身 体の損害又は財産上の損害の程度によって決まってくるので莫 大な金額になる可能性がある. (2)PL問題が発生しないように,製造業者や販売業者が行う 予防活動を,製造物責任予防(PLP:Product Liability Prevention)という.例えば,安全性設計を行う,デザイン レビューを行う,安全性試験を行うなどである。また,PL問 題が発生した際にダメージを最小限とすることに主眼を置い た適正・迅速な防御活動を製造物責任防御(PLD:Product Liab■ity Deおnse)という.例えば,問題が発生した場合の即 応体制を定めておく,問題が発生した場合を想定した十分な準 備をするなどである. (3)過去には,製品責任,生産物責任といわれた時期もあるが, こ れらは製造物責任と同義語である. 修菱至□日)1日Z8101,TQC用語辞典(p.245),QM用語辞典(p.424),TQM 21世紀(p.73),QAガイドブック(p.179),製造物責任法,広辞苑 G萎箋匪ヨ欠陥,クレーム,安全性
27欠陥defect
JSQC定義 通常予見される使用形態で,当該製造物が通常有すべき安全 性を欠いていること. 注記1 “欠陥” という用語は,製造物責任法など法律用語 として特定の意味をもっているので,一般用語とし て使用しないほうがよい。 注記2 本定義は,製造物責任法における欠陥の定義に準じ ている.
輌薔講 (1)品質管理に関する規格や文献を見ると,欠陥の定義は大きく分 けて2種類がある。一つは製造物責任(PL)に関連して当該 製造物が通常有すべき安全性を欠いていることという定義であ り, もう一つは製品・サービスが意図された用途又は規定され た用途に関連する要求事項を満たしていないという定義であ る。PL法制定以前は,後者の意味で用いられることが多かっ たが,PL法制定以降は前者の意味で用いられる場合が多く, 後者の意味で用いられることはほとんどなくなった.したがっ て,現在では,欠陥という言葉を前者の意味に限定して使用す るのが妥当であろう。
(2)欠陥の有無の立証責任は製品の提供者にあり,事故と製品との 関連の立証責任は訴えた側にある. (3)欠陥の有無の判断は,それぞれのケースに応じて,考慮される 事情やその考慮の程度が異なる.例えば,製品の特性に合わせ て,事故を回避するための指示や警告が表示や取扱説明書中に 適切に示されているかどうかも考慮される。また,常識では考 えられないような異常な使用によって事故が生じた場合には, 製品に欠陥はなかったと判断されることもある.さらに,該当 する危険が製品を製造・販売した時点では予測不可能だった場 合には欠陥と見なされない。 (4)欠陥の発生を防ぐためには,安全な製品を製造するための技術 を開発したり,工程管理や出荷前の検査を確実に行うだけでな く,製品の使用に伴う様々なリスクを予測し, そのための対策 を組み込んでおくことが大切である。また,表示や取扱説明書 の適正化やアフターサービスの充実によって,製品販売後の被 害の発生。拡大の防止に努めることも必要である。 ⊂菱至□∋ Z9015‐ 1,Q9000,製造物責任法(法律第85号),TQC用語辞典 (p.126),QM用語辞典(p.155),広辞苑 眠奎ヨ匪ヨ製造物責任,安全性
28品質要素/品質項目 quality iten1/quality eiement
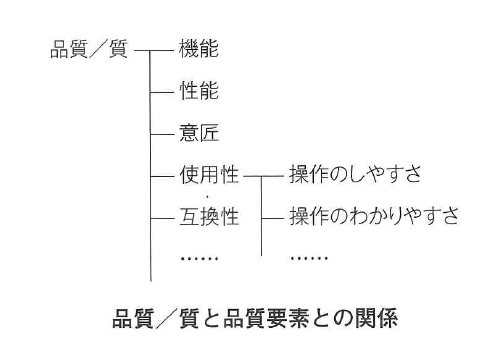
JSQC定義 品質/質を構成している様々な性質をその内容によって分解 し,項目化したもの。 注記 よく用いられる品質要素としては,機能,性能,意 匠,使用性,互換性,入手性,信頼性,安全性,環境 保全性などがある。
輌薔鶏 (1)製品・サービス, プロセス,システムなどに対する顧客。社会 のニーズは様々である.これらのニーズを効果的。効率的に満 たすためには, その内容を体系的にとらえることが大切にな る。品質要素は,品質/質を構成している特定の性質について 詳しく論ずることができるようにしたものである。 (2)このため,ニーズ(要求品質)を展開表。系統図の形に表すこ とがよく行われる。これは要求品質展開又は品質展開と呼ばれ る。展開された個々のものが品質要素である。品質要素に分け てとらえることで,顧客。社会のニーズを体系的にとらえるこ とができ,品質要素ごとの重要度。満足度,物理的充足度がよ くなった場合。悪くなった場合に顧客。社会がどう感じるのか (魅力的品質。当たり前品質), よくするためにどうしたらよい
のかなどを具体的に議論することができる。 (3)品質要素は更により詳細なレベノンヘと分解することができる。 例えば,“使いやすさ”は“操作のしやすさ”,“操作のわかり やすさ”,“持ち運びやすさ”などに分解できる。大まかな分解 のレベルでは,品質要素は製品・サービスによらず共通的なも のとなるが,詳細な分解のレベルでは,製品・サービスに固有 のものとなる. (4)品質特性は,品質要素を客観的に評価できるように尺度化した ものである.例えば,電気製品でいえば,“安全性” という品 質要素は,耐電圧(絶縁性),漏洩電流,難燃性などの品質特 性で測ることができる。 (5)品質項目という言い方をする場合もあるが,同義語である。
⑫翌憂□∋ Q9025,TQC用語辞典(p■ 63),QM用語辞典(p.522),QAガイ ドブック(p.301) 艦塵韮匪目品質/質,品質特性,品質機能展開,品質表
29ディベンダビリティ depenciability
JSQC定義 製品,設備,部品・材料などが与えられた条件で,与えられ た時点又は期間中,要求される機能を正確に速く発揮できる, あるいはそのような状態を維持できる能力. 注記 ディペンダビリティは品質要素の一つである。
笹薔動 (1)ディペンダビリティは,性能やアベイラビリティを含む広い意 味で用いられる用語である. (2)性能とは,機能の正確さ。速さである.例えば,複写機の性能 は, どれだけ正確にコピーできるか, どれだけ速くコピーでき るかである。 (3)アベイラビリティは,保全サービスなどの外部資源が用意され たうえで,製品,設備,部品・材料などが与えられた環境条 件,使用条件などのもと,与えられた時点又は期間中,要求さ れる機能を発揮できる状態にある能力である。アベイラビリ ティを向上するには,故障を防止する(信頼性を向上する)こ とが大切である。また,保全性を向上することも大切である. 例えば,短時間で修理できるように,故障診断用ソフトウェア を組み込む,ユニット交換方式にするなどが挙げられる。さら
に,耐故障性を向上することも必要である.例えば, フォーノン トトレランス,フェールソフトリなどの機構を活用し,故障が あっても機能し続けるような機構にすることなどである。 (4)信頼性とは,製品,設備,部品・材料などが与えられた環境条 件,使用条件などのもとで,与えられた期間,要求される機能 を発揮できる能力,すなわち故障がないことである.故障と は,要求される機能(物を冷やす,人を運ぶ,情報を処理する など)を果たせなくなった状態である。
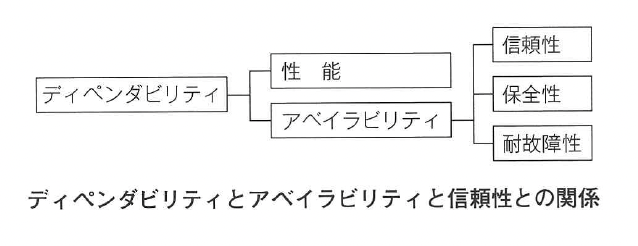
ディベンダビリティとアベイラビリティと信頼性との関係
睦≡菱亜∋ Z8115,Z8141,Q9000,QM用語辞典(p.363),QAガイドブッ ク(p.481),広辞苑 優奎雪匪ヨ品質要素/品質項目
30安全性 safety
JSQC定義 人への危害又は財産の損失の危険性が,許容可能な水準に抑 えられている状態. 注記 安全性は品質要素の一つである。
璽憂彗 (1)危害又は損失の潜在的な源は,“危険源(ハザード)”と呼ばれ る.危険源によって引き起こされる,将来起こり得る潜在的な 事象で,実際に生じる“恐れ”の程度と,人などに与える影響 (危害又は損傷)の“怖さ”の程度との組合せは,“リスク” と 呼ばれる。“安全であること(安全性)”とは, リスクが許容可 能な水準に抑えられている状態である. (2)人への危害とは,死亡,けが,病気などである。財産の損失と は,所有物(金品,情報など)が壊れる,焼失する,漏洩する などである. (3)許容可能な水準とは,顧客。社会にとって受け入れることがで きるリスクの程度である。したがって,顧客,地域,時代に よって変わり得る.最低限の水準は,法令・規制要求事項を満 たすことであるが,一般には法令・規制要求事項は社会的に問 題になるような事故が起きた後に制定される場合が多く, これ
だけでは不十分である。顧客。社会のニーズを把握し,組織自 らが設定する必要がある。 (4)安全性は,他の品質要素に比べると目に見えにくい。このた め, リスクアセスメントを行ったり, ヒヤリハットを集めた り,KY(危険予知)活動を行ったりすることで,安全性に影 響を与えるリスクや危険源をなるべく目に見えるようにする努 力が必要である. (5)安全性は,他の品質要素と同格ではない.一般には,安全性の ニーズが満たされていなければ(許容可能な水準に抑えられて いなければ), どんなに機能。性能が優れていても,顧客。社 会に受け入れられない。 (6)安全と似た言葉に“安心”がある.安心とは心配・不安がない ことである。一般的には,安全は客観的に見て危険や危害の生 じる恐れがないことであり,安心は主観的な心のありようを表 す言葉である。安心は安全を積み重ねることによって醸成され る。また,安全であることをわかりやすく説明することも必要 である. 厖菱琶亘壺置)Z8115, ISO/1EC Guide 51, OHSAS 18001, TR Q 0008, TR X 0036-1,S0101,X0134,QM用語辞典(p.23,p.537),QAガイ ドブック(p.43),広辞苑 騒歴憂目品質要素/品質項目,製造物責任,欠陥
31 互換性 interchangeability
JSQC定義 互いに置き換えても,同じ要求事項を満たすことができる能 力 注記 互換性は,品質要素の一つである
輌憂B (1)互換性を確保するためには標準化が必要である.例えば,様々 な形・容量のUSBメモリーを相互にやりとりして使用でき るのは,USBのインタフェースが統一されているからであ る。また,品質マネジメントシステム認証の要求事項をJIS Q 9001に統一することによって,認証文書の互換性が確保でき る. (2)互換性を確保することで,別の組織。人が作った物を使った り,別の組織。人が行ったサービスを利用したりすることがで きる。また,故障したものを簡単に置き換えることができる。 (3)ISO(国際標準化機構)の設立の目的は, “物資及びサービス の交換を容易にし,知的,科学的,技術的及び経済的活動分野 の協力を助長させるために,世界的な標準化及びその関連活動 の発展を図る”ことであり,その主眼は互換性の確保にあると いえる.
(4)互換性は,製品・サービスのほか,プロセス, システムなどに ついても用いられる.例えば,ICカードは,どこの鉄道会社, バス会社でも使用できる. (5)互換性は満たさなければならない要求事項の内容によって,寸 法互換性,機能互換性などに分けることができる. (6)互換性は一般的には相互に置き換え可能であることを示すが, 一方向のみの互換性を表す場合には,上位互換(例:プロ仕様 のソフトウェアで,一般仕様のソフトウェアで作ったファイ ノンが使用できる),後方互換(例:新しく発売する電球を過去 発売した電球ソケットに合うものにする)などの用語が使わ れる.英語では,相互に置き換え可能なことを示す場合には interchangeabilityを使用し,一方向のみの互換性を表す場合 にはcOmpatLilityを使用することが多い。 (7)互換性と似た言葉に“両立性”がある.両立性は,複数の製 品・サービスを同時に使用・利用しても相互に影響しないこと である(例:セキュリティソフトとワープロソフトが互いに影 響なく同時に使用できる).
経翌至亘団|1日Z8101,Z8002,TQC用語辞典(p.149),QM用語辞典(p.184, p.542),広辞苑 寝誕ヨ匪ヨ品質要素/品質項目,標準化
32社会的品質 sociai quaiity
JSQC定義 製品・サービス又はその提供プロセスが第三者のニーズを満 たす程度. 注記1 第三者とは,供給者と購入者・使用者以外の不特定 多数を指す。 注記2 社会的品質は,品質要素の一つである。
輌薔議 (1)社会的品質という言葉は, ① 製品・サービスの使用。存在が第三者に与える影響(例 えば,自動車の排気ガス,建物による日照権の侵害など) ② 製品・サービスの提供プロセス(例えば,調達,生産, 物流,廃棄など)が第三者に与える影響(例えば,工場の 廃|′に等による公害,資源の浪費など) について使われる。 (2)日本は1960年代に,環境汚染とそれに伴う公害病を経験し た。水俣病,イタイイタイ病,四日市喘息などがその典型であ る。これらは,工場や鉱山から排出された有機水銀,カドミウ ム,二酸化硫黄などによって当該地域住民への健康被害が発生 したものである。また,1970年ごろには,自動車の排気ガス
などに含まれている窒素酸化物と炭化水素が太陽光線の中の紫 外線の働きでオキシダントに変化した光化学スモッグが大きな 問題となった。これに伴って,環境規制の考え方が発達すると ともに,企業・組織の活動やその製品・サービスが購入者。使 用者以外の第三者に与える影響についても品質保証が求められ るようになった.さらに,1980年代以降では,地球温暖化, オゾン層の破壊,砂漠化,海洋汚染など,地球規模での環境問 題,化石燃料や森林などの資源の枯渇への取組みが重要となっ てきている. (3)社会的品質を満たすことは社会的責任(social responsibility) の一部である。社会的責任とは,組織の決定及び活動が社会及 び環境に及ぼす影響に対して透明かつ倫理的な行動を通して組 織が担う責任である.健康及び社会の繁栄を含む持続可能な発 展への貢献,利害関係者の期待への配慮,関連法令の順守,国 際行動規範の尊重などが含まれる。組織が,商取引に関する法 令の順守,安定的な雇用,環境保全のための植林などを行うこ とは社会的責任であるが, これらは製品・サービスやその提供 プロセスに直接かかわるものではないので,社会的品質に含め ないのが普通である。
厖≡至 =面 D TQC用語辞典(p.200),QM用語辞典(p.249),QAガイドブック (p.11),IS0 26000,広辞苑 優奎ヨ匪ヨ品質/質,品質要素/品質項目
33品質特性 quality characteristic
JSQC定義 品質要素を客観的に評価するための性質. 注記 性質には,定量的・定性的,連続。非連続なものがあ る。
輌憂藝 (1)品質特性は,抽象的表現の品質要素を具体的に測定できる表現 に変換したものである。例えば,耐電圧(絶縁性),漏洩電流 などである。これらは,電気製品の“安全性”を評価するため の尺度として使える。 (2)品質特性は,物理量で定量的に評価するものと,人間の感覚な どによって定性的に評価するものとがある.例えば,車の車速 は物理量で評価できるが,乗り心地は機械等を用いて定量的に 評価するのは難しい.この場合,例えば,複数の人に5段階 で点数付けしてもらうことで評価できる. (3)物理量で評価する場合であれ,人間の感覚で評価する場合であ れ,品質特性は,連続量で評価するものと,非連続量で評価す るものとがある。例えば,机の寸法は連続量で表されるが,表 面の傷の数は非連続量で表される. (4)ソフトウェアについては品質特性を定義することがハードウェ
アに比べて難しい.JIS X 0129では,六つの品質特性と21の 品質副特性を定義している. (5)品質特性は,個人のノウハウを組織知として共有するために役 立つ.客観的に計測できる品質特性を用いることで, プロセス に関する因果関係の解析を効果的。効率的に行うことができ る。 (6)顧客のニーズと品質特性とを関連付けるための方法として,品 質機能展開が使われる。 (7)JSQC定義に比べて,JIS Q 9000の定義は限定したものになっ ている.JIS Q 9000の品質特性は,材質,寸法のように製品 が存在する限りもっている“本来備わっている”特性のことを いい,価格,ランニングコスト,納期などの“後で付与され た”特性は含まれないことに注意する必要がある.
睦≡憂□因)1日Z8101,Q9000,Q9025,TQC用語辞典(pp.362-363),QM 用語辞典(p.445),QFD企画段階(pp.13-14),X0129,広辞苑 優彊韮雷目品質要素/品質項目,品質機能展開,品質表
34代用特性 alternative characteristic
JSQC定義 要求される品質特性を直接測定することが困難なため, その 代用として用いる他の品質特性. (出典:旧JIS Z 8101)
輌詈彗 (1)品質特性の中には,測定。評価に時間がかかるもの,コストが かかるものも少なくない.また,引張り試験のように測定。評 価のためには対象となる物を破壊することが必要なものもあ る。これらについては,当該の品質特性と関係の強い他の品質 特性を測定し,代用とすることがよく行われる。例えば,溶接 強度を直接引っ張って調べるかわりに,超音波探傷試験で評価 するなどである. (2)代用特性と関連して“真の特性”という言葉が使われることが ある。何が“真の特性”になるかは,測りたいものが何かに よって変わる.腹囲を測りたい場合には,腹囲は真の特性とな るが,体内脂肪の量を測りたい場合には,腹囲は代用特性とな る. (3)人の感性評価の結果を物理化学的な測定値で代用する場合も, 代用特性と呼ぶ.例えば, ジュースのすっぱさをクエン酸の量
で測るなどである.その意味で,品質機能展開では,顧客の要 求(言葉による表現)と関連の深い,客観的に測定可能な技術 特性を代用特性と呼んでいる。 (4)代用特性は, もともと要求される品質特性の状況を完全に表せ るわけではない.代用特性を採用するに当たっては, もともと 要求される品質特性と代用特性との関係を明確にしておくこと が大切である.このため,要求される品質特性が異なる複数の 試料を用意し,対応のあるデータを集めて,両者の関係,誤差 の大きさを明らかにしておくのがよい。代用特性のよさを表す 尺度としては,SN比がよく用いられる。 修受至憂EI I日Z8101,Q9000,TQC用語辞典(pp.271-272),QM用語辞典 (p.333),QAガイドブック(p.972),広辞苑 眠妻ヨ匪ヨ品質特性,品質機能展開,品質表
35品質水準 quality level
JSQC定義 品質′/質のよさの程度.
颯薔轟 (1)品質水準は,品質要素や品質特性と密接に関係する用語であ り, それぞれの関係を理解したうえで使うことが大切である。
品質要素は,品質/質を構成している様々な性質をその内容に よって分解し,特定の性質について詳しく論ずることができる ように項目化したものである。品質特性は,品質要素を客観的 に評価できるように尺度化したものである.品質水準は,ある 品質特性について製品・サービスの集合やそれを生み出すプロ セスが要求事項を満たす程度を具体的な値で示したものであ る.例えば,電気製品における“安全性”という品質要素は, 耐電圧(絶縁性)という品質特性に変換される.このとき,品 質特性(耐電圧)の分布を要求事項(規格値○○ 土△ボルト) と比較することで要求事項をどれだけ満たしているか(不合格 率,余裕度など)が判断できる。この満足の程度が品質水準で ある。言い換えれば,品質特性の値と要求されている値・範囲 とを比較することで,品質水準が得られる. (2)品質水準は,不良率,単位当たりの欠点数,平均,ばらつきな どを用いて表される. (3)品質水準は,品質特性が目指すところ(目標値等)を示す場合 と実際に評価した結果について使われる場合との両方がある。 (4)品質水準はロットなどの製品・サービスの集合に対して使われ る場合が多いが,一個一個の製品・サービスに使われる場合も ある。 睦≡至ロコ1日Z8101,TQC用語辞典(p.362),QM用語辞典(p.444),広辞苑 優塵韮匪目品質要素/品質項目,品質特性
36魅力的品質,当たり前品質 attractive quality, must‐ be quality
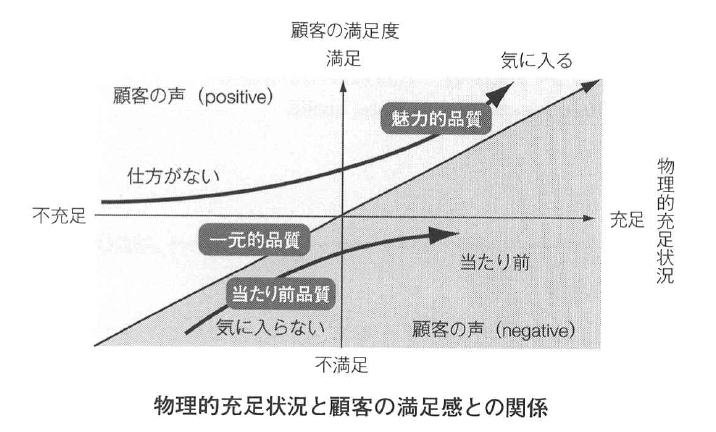
JSQC定義 魅力的品質 充足されれば満足を与えるが,不充足であっても仕方がな いと受けとられる品質要素. 当たり前品質 充足されれば当たり前と受けとられるが,不充足であれば 不満を引き起こす品質要素.
輌憂彗 (1)多くの文献における魅力的品質と当たり前品質に関する定義 は,狩野らの研究成果に基づく品質誌の報文“魅力的品質と当 たり前品質”の定義に概ね準拠している. (2)物理的な充足状況を横軸に,使用者の満足感を縦軸にとり,物 理的な充足・不充足と使用者の満足・不満足との関係を,魅力 的品質。当たり前品質という概念を導入し,品質要素を二元的 に認識したことが特徴である(図参照).なお,魅力的品質と 当たり前品質以外に,充足されれば満足を与え,不充足であれ ば不満を引き起こす品質要素がある.これは一元的品質と呼ば れる.また,充足しても満足・不満足に影響を与えない無関心 品質や,充足するとかえって不満が増える逆品質もある。
(3)ある品質要素が魅力的品質,当たり前品質,一元的品質などの どれになるのかは,顧客に当該の品質要素が現状のレベルより もよくなった場合にどう感じるのか,悪くなった場合にどう なったのかを聞くことで判断できる。 (4)ある品質要素は,魅力的品質から一元的品質を経て当たり前品 質への経緯をたどるのが一般的である。近年,市場ニーズの変 化の速さと多様化が顕著となり, それに応じた新技術開発の必 要性などによって,魅力的品質から当たり前品質へ移行する期 間が縮まっている. (5)他方,新しい技術革新によって当たり前品質が魅力的品質に変 わる場合もある。例えば,技術革新によってブラウン管テレビ が液晶テレビに変わった結果,床置きから壁掛けも可能にな り,設置性という品質要素が当たり前品質から魅力的品質に なった。 (6)品質保証の基本は当たり前品質を確保することであるが,売れ
る製品・サービスを作るためには,顧客の潜在ニーズを掘り起 こして魅力的品質のある製品・サービスを提供していくことが 不可欠である. (7)狩野らの研究は,1931年にV.A.Shewhartが提唱した“品質 二側面論”,すなわち,人間の存在に無関係な客観的実在とし ての事物の品質(客観的物理的性質の側面)と, その客観的実 在の結果に人間が五感で考え感じる品質(感覚的側面)を二次 元化した発展形と見なすことができる.
睦≡憂□D TQC用語辞典(p.22,pp.37-38,p.162,p.409),QM用語辞典(p.18, p.506),TQMの基本(p.51),QAガイドブック(p.29,p.280), 品 質14-2(pp.39-48),品質管理便覧(p.25,pp.729-730),広辞苑 優涯韮匪ヨ品質要素/品質項目
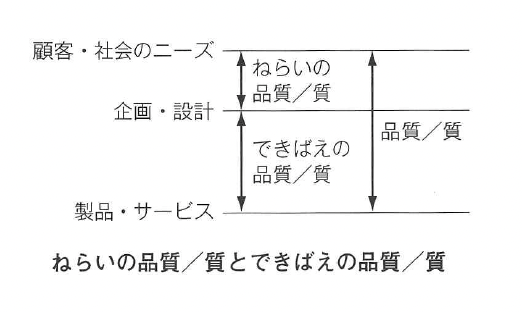
37ねらいの品質/質 quality(of design
JSQC定義 顧客。社会のニーズと, それを満たすことを目指して計画し た製品。サービスの品質要素・品質特性。品質水準との合致の 程度. 注記 設計品質ともいう。
輌薔勤 (1)ねらいの品質/質は,顧客。社会が明示した又は暗黙のニーズ に対して,提供する予定の製品。サービスがどの程度合致して いるかを示すものである. (2)ねらいの品質/質は,企画や設計を通して実現される。例え ば,デジタノンカメラの場合,製品として満たすべき項目(例え ば,写りがよい,携帯しやすい,軽い,パソコンヘの取り込み やすさ,壊れない,電池が長持ちするなど)とその目標値が企 画段階で決められ,これを受けて,設計段階では,デザイン, 構造,部品などを具体的に決める.これらの結果が顧客。社会 のニーズにどれだけ合っているかが,ねらいの品質/質であ る.企画段階の項目と目標値が顧客。社会のニーズにどれだけ 合っているかを,企画の品質/質という場合もある。 (3)ねらいの品質/質と対をなす用語として,できばえの品質/質
がある.品質管理では,ねらいの品質/質とできばえの品質 /質とを分けて考えることを重視している。すなわち,“顧客 ニーズが,提供する製品・サービスのねらいとして計画段階で 適切に規定されているか” と“提供する製品・サービスのねら いが,提供した製品・サービスで確実に実現されているか”と を分けて考えている. (4)サービス業においても, この概念を活用し, “計画がよかった のか。悪かったのか” と“計画どおりに実現したのか。しな かったのか”を分けて考えることが重要である.例えば,ハン バーガーの味で不満が出たとすると,ねらいの味が悪かった のか(ねらいの品質/質),作る段階で味付けを間違ったのか (できばえの品質/質)によって再発防止対策が異なってくる. (5)組織の品質/質について,組織のねらいが利害関係者の期待に どれだけ合致しているかというねらいの品質/質,ねらいどお り実現できたかというできばえの品質/質を分けて検討するこ とも考えられる. E董 =団 )1日Z8101,Q9025,TQC用語辞典(p.248),QM用語辞典(pp.307- 308),TQMの基本(p.40),QAガイドブック(p.22),QC見方・ 考え方(p.35),広辞苑 暇護韮匪ヨできばえの品質/質,品質/質
38できばえの品質/質 quality Of reailzatiOn
JSQC定義 計画した製品・サービスの品質要素・品質特性・品質水準 と,それを満たすことを目指して実現した製品・サービスとの 合致の程度. 注記 製造品質ともいう。
輌薔轟 (1)できばえの品質/質は,計画段階(企画・設計段階)でねらっ た品質/質に対して,提供された製品・サービスがどの程度合 致しているかを示すものであり,ねらいの実現度合いである。 (2)できばえの品質/質は,製造業においては製造品質とも呼ばれ るが,サービス業では製造という用語がなじみにくいので,合 致の品質/質,適合の品質/質などといわれる場合が多い. (3)できばえの品質/質は,製造業の場合, ロット又は工程の合格 率,不良率,工程能力指数,平均,ばらつきなどで表される場 合が多い。 (4)できばえの品質/質を確保するためには,プロセス保証,標準 化, 日常管理などを徹底することが大切である。 (5)できばえの品質/質とねらいの品質/質とを分けて考えること は重要であるが, これらを別個のものとしてばらばらに対応し
ないほうが望ましい。できばえの品質/質に関する情報は,で きばえの品質/質に責任・権限のある関係者だけでなく,ねら いの品質/質に責任・権限のある関係者にも適切にフィード バックし,ねらいの品質′/′質の向上につなげることが重要であ る.例えば,設計部門は製造段階の品質情報を十分に活かし, 製造部門が設計図どおりに作れるような設計をしなければなら ない。
②≡ =団 )1日Z8101,TQC用語辞典(p.242),QM用語辞典(p.298),QAガ イドブック(p.22),QC見方・考え方(p.35),広辞苑 騒腱憂目ねらいの品質/質,品質/質
39マーケットイン market-in
JSQC定義 顧客。社会のニーズを把握し, これらを満たす製品・サービ スを提供していくことを優先するという考え方.
輌薔D (1)どんなにすばらしい製品・サービスでも顧客。社会のニーズに 合っていなければ買ってもらえないし,受け入れてもらえな い.その意味では顧客・社会のニーズを知ることが大切であ る.マーケットインとは,始めに顧客ありきの考え方で活動を 進めていくという考え方である。マーケットインと対になる言 葉として,“ プロダクトアウト”がある。これは,顧客。社会 のニーズを重視せず,提供側の保有技術や都合を優先する考え 方である. (2)マーケットインの原則を具体的に実践するためには,①顧客・ 社会のニーズと期待を調査し理解する,②組織の目標が顧客・ 社会のニーズとつながりをもつようにする,③顧客。社会の ニーズを組織の全部門・全員に伝える,④顧客満足を測定し, その測定結果に基づいて行動する,⑤顧客。社会との良好な関 係を体系的。計画的に構築・管理する,⑥顧客。社会と,従業 員,供給者,地域社会などの他の利害関係者とのバランスをと
ることなどが大切である。これらを通して,市場におけるチャ ンスに柔軟に素早く対応することができるようになり,顧客・ 社会の満足を向上させるという点から組織の人・物・金・情報 などのリソースを効果的に利用できるようになる。また,結果 として,顧客のロイヤリティを獲得でき,再購入・再利用,ひ いてはマーケットシェアや利益の増加に結びつく. (3)顧客第一(カスタマーファースト),顧客指向,顧客重視,お 客様は神様なども同じ考え方である。 (4)顧客。社会のニーズと期待を調査し理解することが基本である が,顧客。社会がどのようなものを望んでいるかが自覚できて いない場合もある。このような場合は,提供側がプロトタイプ を提示して顧客。社会のニーズや期待をより明確にする方法が 有効となる.このように,マーケットインとプロダクトアウト の利点をうまく補い合うことも一方法である。 睦≡塞亜D Z 8141,TQC用語辞典C878,p.402),QM用語辞典(p.469, p.495),TQMの基本(p.13),広辞苑 旧誕韮麗目顧客満足,顧客の声
CffieBrea{ 認定と認証 時代はグローバル.日本が得意としたものづくりは国内にとどまら ず,製品・サービスのサプライチェーンは海を越え国境を越え,顔の: 見えない相手との取引が拡大している。このため,品質の世界でも, “be‖eve me”から“te‖ me”,“shOw me”,“ engage me”と製品・サー ビスの品質について透明性のある“証”を求める時代となつてしヽる。 1 認証(ce測ication)は,独立した審査員が製品やマネジメントシ ステムがISO等で定められた要求事項を満たしているかを確認し, .文書による“証”,すなわち認証書(wrtten ce面lcate)を発行するこ .とで,間違いないですよと太鼓判を押す行為である。日本でも,ISO I 9001,lS0 14001の認証を契機に,マネジメントシステム認証制度 が定着してきた.その結果の公表の方法は,自己認証(自己表明)と 第三者認証とがある. 認証の信頼性(credibinty)を向上させる“証”は,認証を行う機 関の能力を証明する認定(accreditation)である。IS0 9001,Iso 14001などの認証機関の能力の認定は,日本では(公財)日本適合性 認定協会(JAB:Japan AccЮ dittton Board)が行つている。さらに, 認定の信頼性を向上させるため,国際認定機関フォーラム(IAF l hternational Accredltation Forum)では認定機関間で国際相互承認協 定(Mtム)を締結し相互評価(peer evaluation)を行つている。 認証・認定の取組みは,グローバルな取引を行ううえで不可欠なも のであるが,顧客の信頼(trust)|まこれだけでは得られない.顧客の 二―ズに合つた製品・サービスを提供することで,顧客の満足が得ら れ,その繰返しが信用(confidence)につながる.そして,信用を積| み重ねることによつて,社会からの信頼をより確実なものにすること :ができる
40QCストーリー/改善の手順 QC StOry
JSQC定義 改善活動をデータに基づいて論理的・科学的に進め,効果的 かつ効率的に行うための基本的な手順.
(1)QCストーリーは,改善の手順ともいわれる。QCストーリー には,主に問題解決と課題達成に関する手順(一連のステッ プ)がある.この手順を活用することで,改善(問題解決と課 題達成)を効果的かつ効率的に行うことができる。一般的に使 われている問題解決型QCストーリーは,次のとおりである。 ステップ1 テーマの選定 ステップ2 現状の把握と目標の設定 ステップ3 要因の解析 ステップ4 対策の立案 ステップ5 対策の実施 ステップ6 効果の確認 ステップ7 標準化と管理の定着 ステップ8 反省と今後の対応 一般的に使われている課題達成型QCストーリーは,次のとお りである.
ステップ1 テーマの選定 ステップ2 課題の明確化と目標の設定 ステップ3 方策の立案 ステップ4 成功のシナリオ(最適策)の追究 ステップ5 成功のシナリオ(最適策)の実施 ステップ6 効果の確認 ステップ7 標準化と管理の定着 ステップ8 反省と今後の対応 (2)QCストーリーは,改善活動を計画・実施する際,及び改善活 動の過程。結果を報告する際の指針となるものである。例え ば,改善活動を計画・実施する際に,QCストーリーに則って 行うことで,抜け漏れなく,かつ論理的に活動を進められ,効 果的・効率的に改善を行うことができる.これは考え方の異な る複数の人が集まって活動を進める場合,特に重要になる。ま た,改善活動の過程・結果を報告する際に,QCストーリーに 則って報告することで,聞くほうにとっても理解しやすい,納 得しやすいものになり,知見の共有を促進できる。 (3)QCストーリーのステップは,改善の進捗状況によって繰り返 す場合がある。例えば,問題解決型QCストーリーにおいて, ステップ6の“効果の確認”で目標が達成できていない場合 には,ステップ3の“要因の解析”に戻って活動を継続する ことになる。また,問題解決型QCストーリーと課題達成型 QCストーリーとは組み合わせて使われることもある. (4)QCストーリーは, もともとQCサークノン活動のために作られ たものだが,今では,QCサークル活動にとどまらず,様々な
種類の改善活動で活用されている。また,当初は,問題解決 型QCストーリーのみであったが,新しい課題への挑戦が増え てきたことに伴って,課題達成型QCストーリー,施策実行型 QCストーリー,未然防止型QCストーリーなどが生み出され てきた。また, シックスシグマで使われているDM」:CもQC ストーリーがベースになっている。その意味では,QCストー リーの手順は,固定的なものではなく,改善活動の対象。範囲 が変わるにつれて,新たなバリエーションが出てきてよいもの である.例えば,ステップを若干修正してもよいし,新たなス トーリーを構築してもよい。 厖菱三二団〕Q9024,Q9004,TQC用語辞典(p.102),QM用語辞典(p126), TQMの基本(p.211),QAガイドブック(pp.335-336) 優誕劃薔ヨ問題解決,課題達成,改善/継続的改善,QCサークル,改善・革 新チーム, シックスシグマ
41プロセス解析/工程解析 process analysis
JSQC定義 プロセスの維持向上。改善。革新につなげる目的で,プロセ スにおける特性と要因との関係を解き明かすこと。
(1)“ プロセス(工程)において品質を作り込む”ためには,プロ セスの条件を現行のまま維持するだけでは不十分である.プロ セスに関するデータを収集したうえで,プロセスにおける特性 (結果)と要因(原因の候補)との関係を解析し, その結果に 基づいてプロセスの維持向上・改善。革新を図る必要がある。 (2)プロセス解析は,製造だけでなく,設計,販売,サービスなど のあらゆる業務で必要となる。 (3)プロセス解析は現行,又は計画中のプロセスに対して行う。プ ロセス解析を行う機会としては,次の場合がある. ① 日常業務の中で発生した異常の再発防止 ② 慢性的に発生している好ましくない事象(不適合製品。 サービス, トラブルなど)の再発防止 ③ クレーム,苦情などの再発防止 ④ プロセス中に潜在しているリスクの未然防止 (4)プロセス解析は,QCストーリー(改善の手順)の中の現状の
把握や要因の解析を行う場合に重要となる。プロセス解析にお いては,次の点に配慮する. ① 発生している問題・事象について三現主義に基づいて事 実を正しく把握する. ② 特性と要因に関する対応のとれたデータをとる. ③ データに含まれる測定誤差やサンプリング誤差を考慮す る. ④ 要因が十分な範囲で動いていること,動かしていること を確認する. ⑤ 偽相関や要因の交絡に注意する. ⑥ QC七つ道具,実験計画法,多変量解析などの統計的手 法を活用する。 (5)プロセス解析に用いられるデータには次の3種類がある. ① 日常とられているデータ ② 日常の業務の条件を変えないで,新たに計画的にとる データ ③ 実験計画法に基づいてとるデータ データには,寸法,重量などの計量的なものばかりでなく, き ず。故障の発生などの計数的なもの,顧客の言葉。感じ方・行 動などの定性的なものも含まれる。 (6)プロセス解析は, プロセス保証のために不可欠である。 匿嚢憂□D TQC用語辞典(p_144),QM用語辞典(p.176),QAガイドブック (p.123,p.646),品質管理便覧(pp.698-703) 優涯韮匪ヨプロセス/工程,要因,QCストーリー/改善の手順,プロセス保 証
42自責jiseki
JSQC定義 問題・課題が自分あるいは自部門が責任。権限をもっている プロセスに起因すること. 注記 自責に対比する用語として他責が用いられる。
(1)人はややもすると問題・課題を他の人の責任に転嫁しがちであ る。問題解決・課題達成に当たっては,誰の責任かを議論する のではなく,みんなが協力してプロセス解析(プロセスの特性 と要因の関係の解析)を行い,対策することが重要である.し たがって, まず一人ひとりが,すべての問題・課題を自分が責 任。権限をもっているプロセスに起因する問題。課題,すなわ ち自責の問題。課題としてとらえることが大切である。 (2)ただし,すべての問題。課題が, 自分が責任。権限をもってい るプロセスに起因するわけではない。このような問題・課題に ついては, その問題・課題を処置できる責任・権限のある人に 知らせて対応をとってもらうことが必要である。 (3)例えば,市場クレームの解析を行う場合,製品実現に関連する すべての部門(設計部門,製造部門,営業部門,サービス部門 など)が, 自らの問題としてとらえ,分析することが大切であ
る。 (4)何が自責になるかは責任・権限の範囲によって異なる。例え ば,溶接作業を行っている製造部門にとって,決められた手順 を守らないことに起因する不適合製品の発生は自責であるが, 使用している溶接機の性能がよくないために発生する不適合は 他責である。これに対して,生産設備の購入・保全に責任・権 限をもっている部門(生産技術部門,工場長など)にとって, 使用している溶接機の性能がよくないために発生する不適合は 自責である. 厖翌藝□∋ QM用語辞典(p.240,p.337),広辞苑 優獲韮匪ヨ問題解決,課題達成, プロセス解析/工程解析
43自己実現 self‐actuailzation
JSQC定義 自分の中にある可能性を自ら認識し,開発し,発揮すること
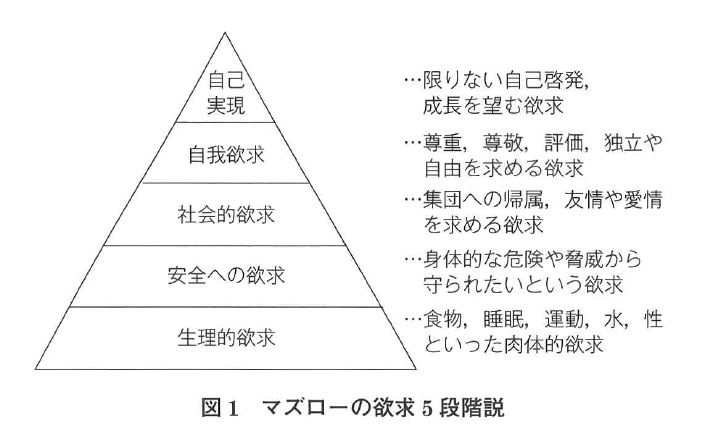
(1)心理学者A.H.Maslowは,人間の欲求に五つの段階があるこ と,最も上位の欲求は限りない自己啓発。成長を望む“自己実 現”の欲求であること, この欲求は満足されると更に強くなる ということを示した(図1参照). (2)人は目標をもって自主的に物事を考え,いろいろ苦労をして成 し遂げる中から,喜びや達成感を感じて成長していく.これが
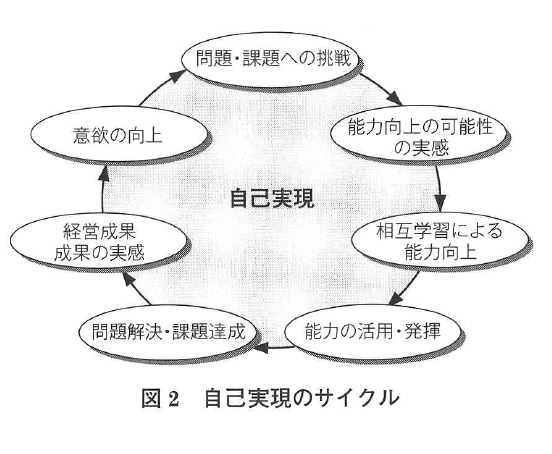
“自己実現”である。これを繰り返すことで, より大きな自己 実現が可能になる。このような自己実現は,問題解決・課題達 成に取り組むことで促進される。挑戦すべき問題・課題が示さ れることで,人は更なる能力向上の可能性を実感し,学ぼうと する意欲が生まれる。学んだ技術・技能を活かすことで問題・ 課題の解決が図られ,成果を実感でき,次の問題・課題に挑戦 しようという意欲が生まれる(図2参照)。このようなサイク ルを繰り返すことで, 自分が人と組織のために役立つことを実 感でき, 自分の存在意義を感じる。さらに, 自己実現によって 生まれた一人ひとりの変えよう。変わろうという意識と行動が 職場に活力を与える. (3)自己実現と似た言葉に“自己啓発”がある。自己啓発とは, 自 分のために, 自分で必要性を感じ,自己の新しい面を開発し, 能力を高め, 自己の可能性を自分で引き出すことをいう.自己 啓発を通して問題・課題に取り組み, その過程を経て自己実現
が達成される. (4)QCサークルなどの小集団活動においては, 自己実現が重要な 柱の一つであり,問題解決。課題達成を通して自己実現と企 業・組織。社会への貢献とを同時に達成することが成功の鍵と なる. ∈翌至亘国〕TQC用語辞典(p.190),QM用語辞典(p.232),TQMの基本(p.27), QAガイドブック(p.22),広辞苑 優奎雪匪ヨ問題解決,課題達成,QCサークル
44品質機能展開 quaiity functiOn dep10yment/QFD
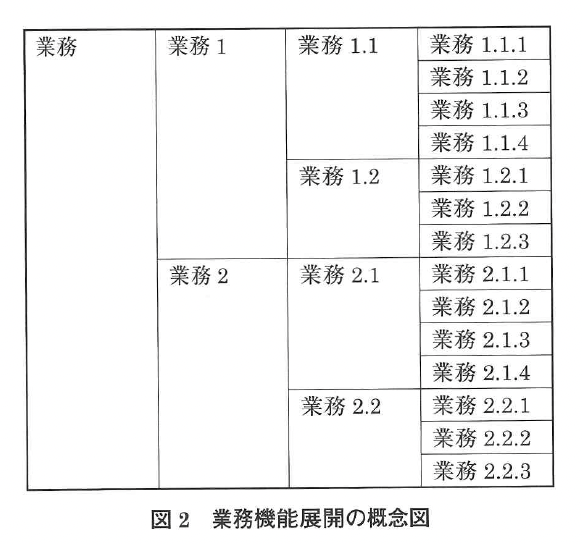
JSQC定義 製品・サービスに対する顧客・社会のニーズを実現するため に,要求品質,品質特性などをそれぞれ系統的に展開し, それ らを二元表で相互に関連付けることによって必要とする特性・ 仕様。管理基準を定めるためのツールの集合体. 注記1 品質機能展開は,品質展開,技術展開,コスト展 開,信頼性展開,業務機能展開などの総称である. 注記2 特性・仕様。管理基準には,製品・サービスの特 性, システム・ユニット・部品・材料の特性, プロ セスの特性及びそれらに対する仕様・管理基準など がある。
(1)品質機能展開は,製品・サービスに対する顧客。社会のニーズ を細かく分解することで階層的に整理するとともに, それを実 現する手段に順次変換していくことで,必要とする製品・サー ビスの特性・仕様,システム・ユニット・部品。材料の特性・ 仕様, プロセスの特性・管理基準などを明確化していく方法論 である. (2)品質機能展開は,ねらいの品質/質及びできばえの品質/質を
高めるうえで有効なツーノンの一つである。 (3)品質機能展開は,元来,新製品・サービスの企画設計段階から 品質保証することをねらいに開発された。その代表的なもの として品質展開と業務機能展開がある。品質展開は,要求品質 (顧客の声などを要求として整理したもの)を品質特性(技術 的な特性)に変換し,完成品の設計品質を定め, これを各種機 能部品の品質,さらに個々の部分の品質やプロセスの要素に至 るまで, これらの関係を系統的に展開していく方法である。他
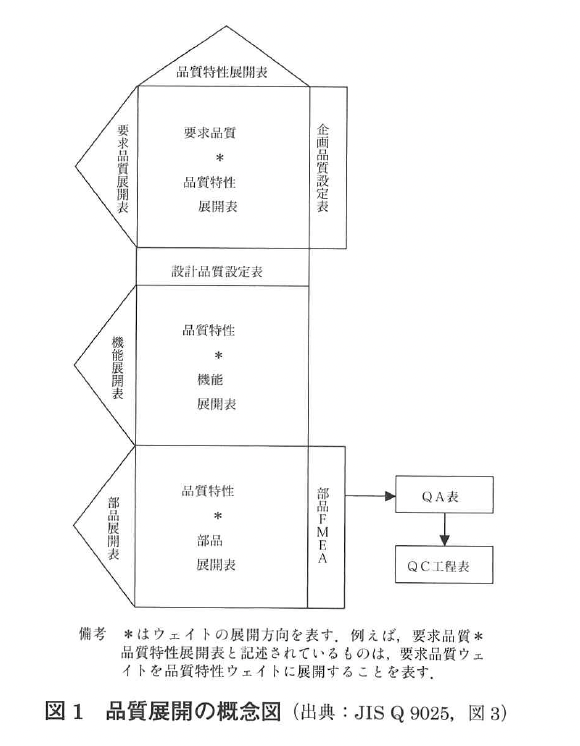
図1 品質展開の概念図(出典:JIS Q 9025,図3)
方,業務機能展開は,品質/質に関する業務を階層的に分析し て明確化する方法である。 (4)品質展開及び業務機能展開の概念を図1及び図2に示す。品 質展開,業務機能展開のほかにも,技術展開,コスト展開, 信頼性展開などの様々なものが考えられている。詳細はJIS Q 9025を参照.
E壺至 =団 〕Q9025,TQC用語辞典(p.362),QM用語辞典(p.441,p.445), TQMの基本(p.200),QAガイドブック(p.299),品質機能展開 (p.8,p.14),品質32-3(p.33),QFD企画段階(p.6),広辞苑 屁藝ヨ遥ヨ顧客の声,品質表
45品質表 quaiity table
JSQC定義 製品・サービスに対する顧客。社会のニーズとその実現にか かわる品質特性との対応を表した二元表. 注記 一般的には,顧客の声を言語表現に基づいて階層構造 で表した要求品質展開表と,品質特性を階層構造で表 した品質特性展開表とを関連付けた二元表を指す。
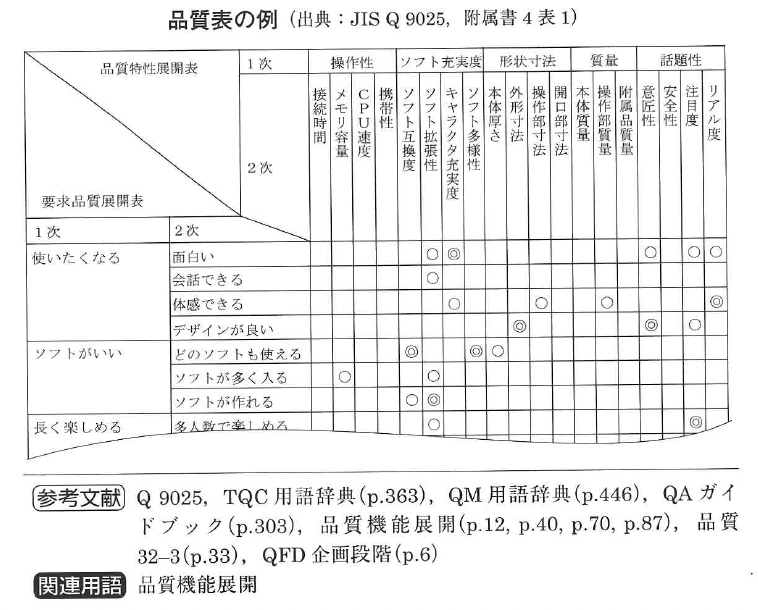
(1)品質表は,言葉で表された顧客。社会のニーズを階層的に整理 し, これとその実現にかかわる品質特性との関連を示すことに よって,ニーズを実現するために重要な品質特性を明確にするた めに使われる。品質機能展開で重要な役割をもつツールである. (2)品質表の一般的な構成を図に示す.基本的には,a)顧客。社 会のニーズを展開した要求品質展開表,b)要求品質の実現に かかわる品質特性を展開した品質特性展開表,c)両者の関係を 示した二元表の三つの表で構成される.これに,d)要求品質 ごとの重要度・目標値を定めた企画品質設定表,c)品質特性ご との重要度。目標値を定めた設計品質設定表,0品質特性間の 相互関係を示した品質特性関連表を加える場合もある. (3)ダーム機の品質表のイメージを表に例示する.この例は,a)
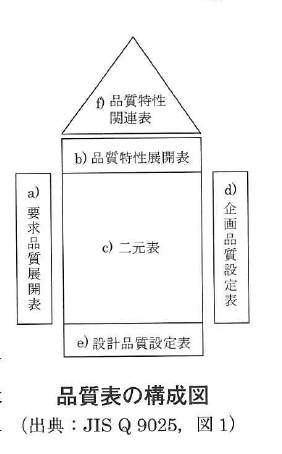
要求品質展開表とb)品質特性展開表 とのc)二元表であり,要求品質と品 質特性との対応関係を示している. (4)品質機能展開では,要求品質と製品。 サービスの特性の関係だけでなく,製 品・サービスの特性とシステム・ユ ニット・部品・材料の特性の関係,シ ステム・ユニット・部品・材料の特性 とプロセスの特性の関係などを二元表で表す。これらの二元表も含めて品質表と呼ぶ場合がある。
厖≡至甍∋ Q9025,TQC用語辞典(p.363),QM用語辞典(p.446),QAガイ ドブック(p.303),品質機能展開(p.12,p.40,p.70,p.87),品質 32-3(p.33),QFD企画段階(p.6) 優萎野匪ヨ品質機能展開
46ボトルネック技術 bottie neck engineering
JSQC定義 製品・サービスに対する顧客・社会のニーズを満たすために 不可欠な技術のうち,今は実現できていない技術.
(1)ボトルネック技術は,提供したい製品。サービスの構想に対し て, それを実現するために必要な技術のうち,実現できていな い技術をいう。いわゆる製品・サービスを開発・改善するうえ で解決しておかなければならない,決め手となる技術である。 例えば,電気自動車の開発では,長距離走行のためには現有技 術では積載する電池が大きくなり,車重増,コスト増にもなる ことから,長時間走行の可能な軽量で小型な電池の実現がボト ルネック技術となる. (2)ボトルネック技術には,製品・サービスの性能,信頼性,安全 性,環境配慮, コストなどの仕様の実現にかかわる技術,その 生産・提供などの実現段階に関する技術,提供後のアフター サービス, リサイクルなどに関する技術が含まれる。また,他 組織は実現できているが自組織は実現できていない技術もあれ ば,他組織も自組織も実現できていない技術もある。 (3)ボトルネック技術は,開発に長期間を要するために,なるべく
早く抽出し,解決することが必要である。 (4)ボトルネック技術の特定のために品質機能展開を使うことがで きる。品質機能展開を使うことで品質特性に対する重要度。目 標値がわかるので, これと既に達成している水準とを比較する ことでボトルネック技術を明確にすることができる.品質機能 展開はボトルネック技術を特定することに役立つが,ボトル ネック技術の解決策を提供するものではない.解決のために は,中長期的な開発計画を立てて対応することが必要である. (5)ボトノンネック技術を略してネック技術ともいう場合がある. 修≡至亘正)Q9025,QM用語辞典(p.492),TQMの基本(p.58),QAガイド ブック(p.91,p.306),広辞苑 曜琵韮匪目品質機能展開
47QA表 QA tabie
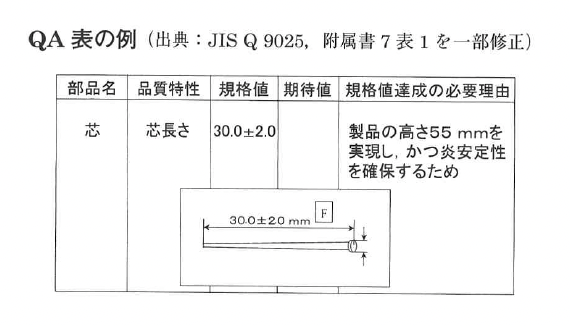
JSQC定義 品質特性及びその規格値の重要度と意図を後工程に伝達する ための表.
(1)QA表は,保証すべき品質特性と規格値が盛り込まれた設計図 を受け取った後工程が, それらがどういう意味をもっている か,製品・サービスに対する顧客。社会のニーズとどういう関 係があるのかを理解するために用いられる。品質特性と規格値 の根拠を図やイラストを用いて表すと効果的である。従来60 mmであったものを顧客ニーズによって55 mmにすることに した使い切リライターについて,製造に渡されるQA表の例を 以下に示す。
(2)QA表は,設計図を受け取った後工程におけるトラブルを未然 に防止するために重要である. (3)QA表は,設計図とともに後工程(生産技術,製造,調達,ア フターサービスなど)に渡される.設計図と別に用意するので なく,設計図の中にそのまま書き込まれている場合もある. (4)QA表はサービス業でも使用できる。サービスの設計内容を サービス提供部門に伝える際に活用できる. (5)QA表は,QA項目一覧表,工程保証項目一覧表,品質保証表 などともいう. (6)QA表の作成に当たっては,品質特性の中でも特に重要な項目 を示すことに留意するとともに,保証すべき品質特性がその限 界を超えたときにはどのようなクレームが発生するかなどの過 去の経験を記載するとよい。 医≡亘∋ Q9025,TQC用語辞典(p.99),QM用語辞典(p.125),QAガイド ブック(p.307),品質機能展開(p.16,p.40),全社総合品質管理 (p.287),QFD企画段階(p.37),広辞苑 優琵韮韮目品質機能展開
48商品企画七つ道具 SeVen t001S fOr new product planning/P7
JSQC定義 顧客に感動を与える製品・サービスを提供するため,顧客。 潜在ニーズの発見,アイデア発想と絞り込み,顧客視点でのコ ンセプトの最適化,企画と技術の橋渡しの4ステップに沿っ て商品企画を行うツールの集合. 注記 商品企画七つ道具は,① インタビュー調査,② アン ケート調査,③ポジショニング分析,④アイデア発想 法,⑤アイデア選択法,⑥コンジョイント分析,⑦品 質表のことをいう。
(1)商品企画七つ道具(P7)は,商品企画を成功させるためのシ ステマティックな手法である。商品企画七つ道具は,マーケ ティングサイエンスなどの成果を積極的に援用し,独自の手法 もブレンドして提案されたものである。商品企画七つ道具の全 体像を図に示す。 (2)商品企画七つ道具の概要は次のとおりである. ① インタビュー調査 新たな潜在ニーズに関する仮説を発見す るための手法.グループインタビューと評価グリッド法の二つ からなる。
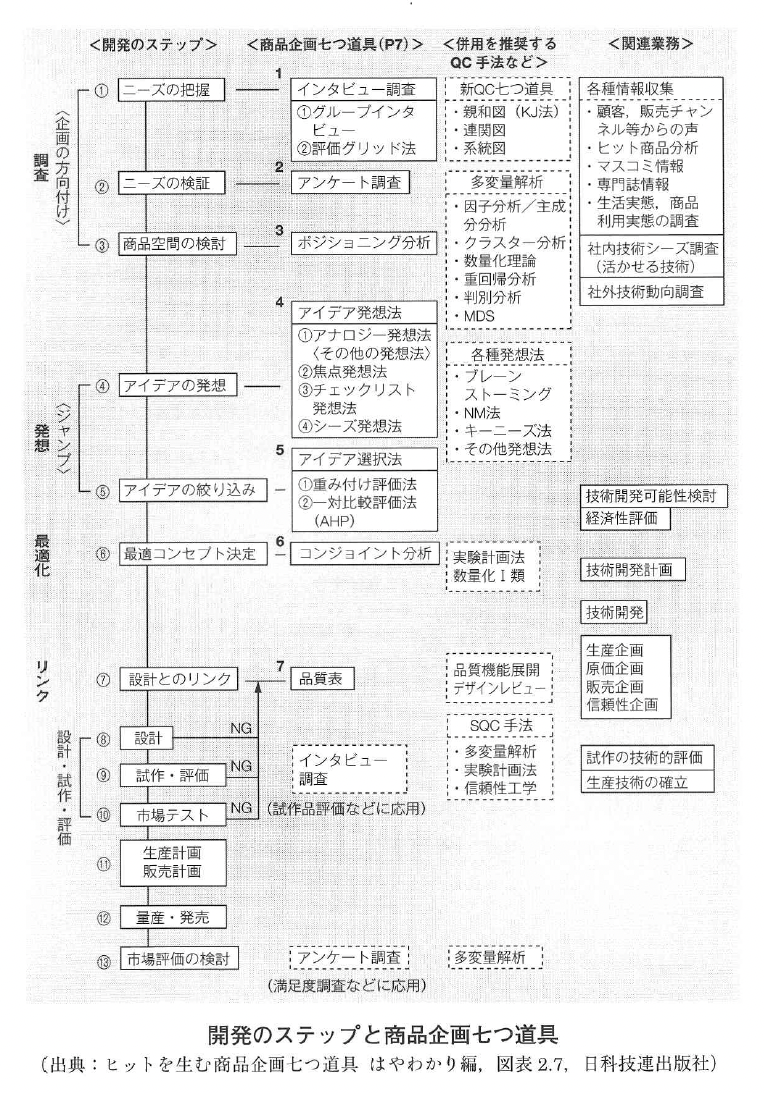
開発のステップと商品企画七つ道具 (出典:ヒットを生む商品企画七つ道具はやわかり編,図表2.7, 日科技連出版社)
② アンケート調査 仮説を検証することを目的に,多数の顧客 を対象として事前に用意したアンケート用紙に回答を記入して もらう手法. ③ ポジショニング分析 マップを書くことで, 自組織・競合組 織の製品・サービスの相対的な位置関係を検討し,顧客の購買 意欲を高める方向性を明らかにするための手法. ④ アイデア発想法 ニーズを実現するアイデアを数多く生み出 すための手法.アナロジー発想法,焦点発想法,チェックリス ト発想法,シーズ発想法の四つからなる。 ⑤ アイデア選択法 数多くのアイデアから質のよい,使えそう な2,3のアイデアに絞り込む手法.重み付け評価法と一対比 較評価法との二つがある。 ⑥ コンジョイント分析 各アイデアの重要な要素(例えば,価 格,材質,色,デザイン,付加機能など)を取り上げて,実験 計画的に組み合わせたサンプルを顧客に提示して順位付けして もらうことで,要素の重要度及び要素の最適な組合せを求める 手法. ⑦ 品質表 顧客のユーズを言語表現によって体系化し, これと 品質特性との関連を二元表で表し,顧客のニーズを品質特性に 変換するための手法.用語番号45を参照. ⊂翌至 =コ D TQC用語辞典(p.218),QM用語辞典(pp.270-271),QAガイド ブック(pp.65-66,p.270),商品企画七つ道具(p.12),品質32-3 (p.22),広辞苑 騒塵韮匪ヨ品質表,ねらいの品質/質,新製品開発管理
49戦略立案七つ道具 strategic seven tools/S7
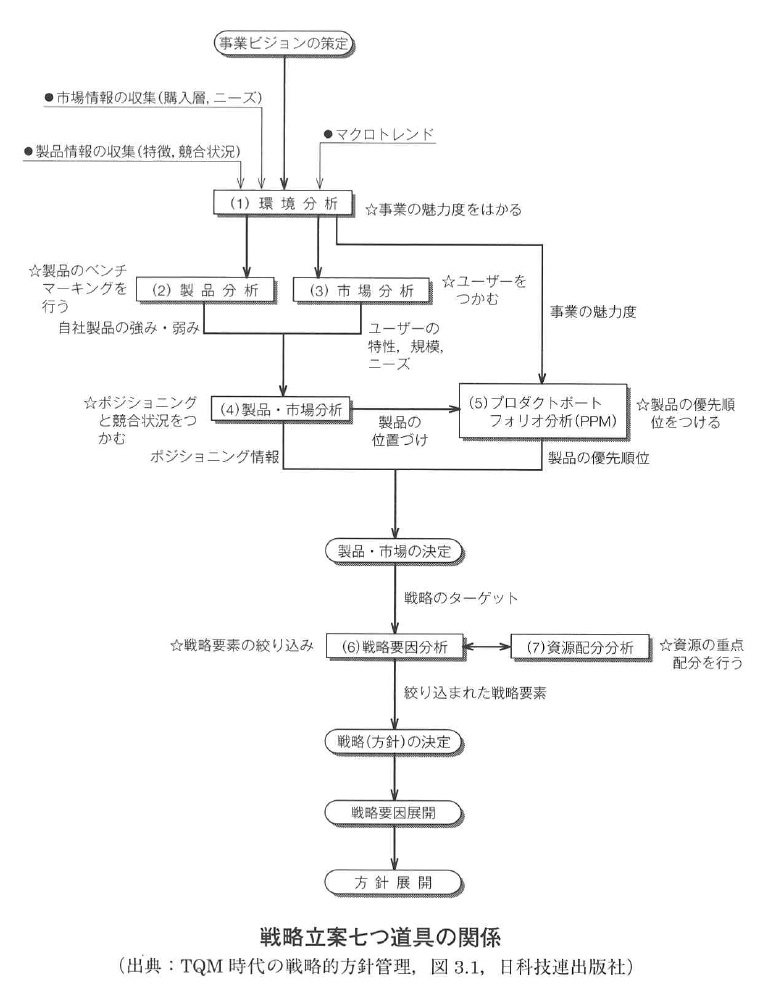
JSQC定義 事業戦略を立案し,それを実現するための方針に展開するた めのツーノンの集合. 注記 戦略立案七つ道具は,①環境分析,②製品分析,③市 場分析,④製品。市場分析,⑤ プロダクトポートフォ リオ分析(PPM),⑥ 戦略要因分析,⑦資源配分分析 のことをいう。
(1)戦略立案七つ道具(S7)は,戦略立案。展開のプロセスにお いて, 自組織を取り巻く事業環境の分析から,事業に取り組み 最大限の効果をあげるための資源配分までの一連のプロセスを 支援するものである。戦略立案七つ道具の全体像を図に示す. (2)戦略立案七つ道具の概要は次のとおりである. ① 環境分析 事案を取り巻く外部環境の動向と業界の構造・特 性,魅力度を把握する手法.マクロ分析と業界(事業)構造分 析の二つがある。 ② 製品分析 製品・サービスの機能,性能,使用性,信頼性, 価格,納期などについて競合品と比較・評価し,競合品との差 別化を図る手法.
③ 市場分析 顧客によるニーズの相違を把握し,市場セグメン トとそこにおける自組織の製品・サービスの優位性を見いだす 手法. ④ 製品・市場分析 製品分析と市場分析の結果を組み合わせ, 自組織の製品・サービス及び競合品のポジショニングと競合状 況を把握する手法. ⑤ プロダクトポートフォリオ分析(PPM)自組織の各製品・ サービス群の,市場における競合品に対する優位性を把握し, 各製品・サービス群間の優先順位付けをする手法. ⑥ 戦略要因分析 事業を構成する重要な要因を研究,開発,生 産などの機能と品質,コスト,量・納期,安全性,耐環境性な どの経営要素に二元分類し,事業の特性に応じた戦略を抽出 し,戦略を構成する要素を絞り込む手法. ⑦ 資源配分分析 戦略目標達成のための事業戦略上の資源 (人,物,金,時間)の配分を検討し,将来に向けての投資優 先度を付ける手法.
睦翌至□∋ QM用語辞典(p.317),TQM戦略的方針管理(pp.59-60),TQM 21世紀(p.64,p.86),品質32-3(p.23),広辞苑 庭華箋護ヨ方針管理
50新QC七つ道具 seven managementtools for seven managenlenttools for QC/ TQM/N7
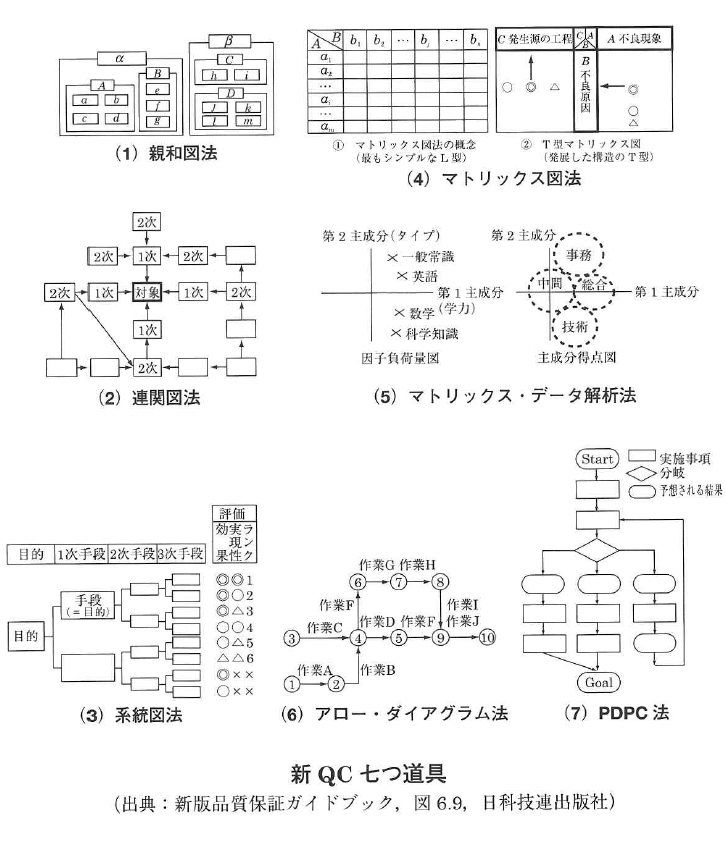
JSQC定義 言語データを図に整理する方法として構成されたもので,問 題解決。課題達成の計画段階において,問題・課題の整理,方 策の創出・立案を効果的に行うために,言語データを図形化・ 視覚化するツールの集合. 注記 新QC七つ道具は,①親和図法,②連関図法,③系統 図法,④マトリックス図法,⑤マトリックス・データ 解析法,⑥ アローダイアグラム法,⑦ PDPC法のこ とをいう。
(1)営業・サービス部門や管理者・スタッフは,数値データよりも 言語で表現されるデータを扱うことが多く, これを整理するた めに新QC七つ道具(N7)が用いられる。新QC七つ道具の 概念を図に示す。 (2)新QC七つ道具は,発想法,OR,VEなどの分野のいろいろ な手法をアレンジしたものである. (3)新QC七つ道具の概要は次のとおりである. ① 親和図法 事実,意見,発想を言語データとしてとらえ,そ れらの相互の親和性によって集めた図を作ることで,解決すべ
き問題・課題の所在,形態を明らかにする手法. ② 連関図法 原因―結果, 目的一手段などの関係を論理的につ なげることによって,問題。課題の関係を明確化する手法. ③ 系統図法 目的や目標,手段や方策, 目的と手段のつながり などを系統付けて展開していく手法. ④ マトリックス図法 二元表の交点に着目して,問題・課題の
所在や形態を探索したり,問題解決。課題達成への着想を得る 手法. ⑤ マトリックス・データ解析法 マトリックスのもつ情報を一 度になるべく多く表現できるような数個の代用特性を求めるこ とによって,全体を見通しよく整理する手法(主成分分析,因 子分析など). ⑥ アローダイアグラム法 プロジェクトを構成している各作業 を矢線で表したうえで,作業の順序関係を考慮した図を作成 し,プロジェクトを短期間かつ計画どおりに完了する方法を検 討する手法. ⑦ PDPC法(Process DecisiOn PrOgram chart)計画を実施 していくうえで,予期しないトラブルを防止するために,事前 に考えられる様々な結果を予測し,プロセスの進行をできるだ け好ましい方向に導く手法.
厖≡至 =国 D TQC用語辞典(p.224),QM用語辞典(p.275),TQMの基本 (p.186),QAガイドブック(pp.65-66,p.270),管理者新QC七つ 道具(pp.iv一v),品質32-3(p.21) 庭驀野匪ヨQC七つ道具
51信頼性七つ道具 reilability seven tools/R7
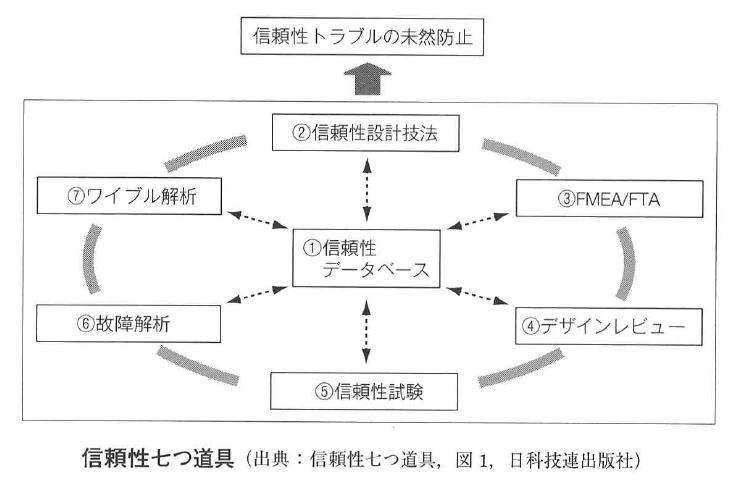
JSOC定義 信頼性にかかわるトラブルを未然に防止するために必要な一 連の活動を支援するツールの集合. 注記 信頼性七つ道具は,①信頼性データベース,②信頼性 設計技法,③ FMEA/FTA,④ デザインレビュー,⑤ 信頼性試験,⑥故障解析,⑦ ワイブル解析のことをい フ.
(1)信頼性七つ道具(R7)は,問題解決のためのQC七つ道具 (パレート図,特性要因図, ヒストグラム,グラフ/管理図, チェックシート,散布図,層別)や,商品企画のための商品企 画七つ道具(インタビュー調査,アンケート調査,ポジショニ ング分析,アイデア発想法,アイデア選択法,コンジョイント 分析,品質表)と同じく,信頼性に関するトラブノンを未然に防 止するための一連の活動を支援する手法として提唱された。信 頼性七つ道具の全体像を図に示す。 (2)信頼性七つ道具の概要は次のとおりである. ① 信頼性データベース 従来製品でのアイテム(材料,部品, ユニット等),故障モード(故障現象),ストレス・使用環境条
件。使われ方,故障メカニズムなどの基礎となる情報源.信頼 性を作り込む基礎となる。 ② 信頼性設計技法 設計の単純化・標準化・共有化,冗長設 計・フェーノンセーフなど. ③ F:ME島′FTA F:MEA(Failure WIode and Effects Analy_ sis:故障モード影響解析)は構成要素の故障モードを抽出し, その上位システムヘの影響を事前に評価し,設計の不完全な 点や,製品。システムの潜在的な欠点を見いだし,問題の未然 防止を図るための手法.FTA(Fault Tree Analysis:故障の 本解析)はこの逆に,製品やシステムにおいて, その発生が好 ましくないトップ事象を取り上げ, この発生経路。発生原因。 発生確率を解析し, トップ事象の根本原因を探求するための手 法.
④ デザインレビュー 技術の高度化に伴い担当技術者の経験と 技術のみに依存すると,新技術や未知の問題への対処が限られ る.この種の難点を克服し, さらには多くの専門家集団の見識 を統合化し,設計レベルの向上と未然防止を図るための活動. 用語番号4を参照. ⑤ 信頼性試験 開発段階における試作品による加速試験などを とおして,信頼性を源流段階から保証していくための活動. ⑥ 故障解析 信頼性試験や市場で発生した不具合や故障につい てその故障メカニズムを工学的に究明し,根本原因を設計に フィードバックすることで未然防止を図るための活動. ⑦ ワイブル解析 信頼性試験や市場の寿命データに基づき,信 頼性目標の達成の程度を定量的に評価するための手法.
厖翌至□団1信頼性七つ道具(p.1),広辞苑 眠萎韮韮ロディペンダビリティ, デザインレビュー,未然防止/予防処置
52統計的品質管理 StatiStiCa:quality COntrOi/SQC
JSQC定義 統計的手法の活用によって製品・サービスの品質/質を維持 向上,改善,革新する活動.
(1)品質管理では,経験や勘にのみ頼るのではなく,事実に基づい た科学的なアプローチをすることが重要である。したがって, その実践に当たっては, プロセスと結果の因果関係をデータに 基づいて解析することが不可欠である。 (2)しかし,データには必ずばらつきが含まれるため,統計的手法 の活用が不可欠である。統計的手法とは,ある目的のために データを集める方法,及びそのデータの解析を通じ目的にとっ て有用な情報を引き出すために用いられる数学的手法の総称で ある。 (3)統計的品質管理は,TQM(総合的品質管理)の重要な考え方 の一つである“事実に基づく管理”, “データで語る”の具現化 を意図している。統計的品質管理のことを英文の頭文字をとっ てSQCと呼ぶことが多い. (4)統計的品質管理でよく用いられる手法には,管理図をはじめと するQC七つ道具,検定。推定,実験計画法,多変量解析など
がある。 (5)統計的品質管理は,企画から販売までのあらゆる段階で実践す る必要がある。例えば,企画段階で市場調査のデータを多変量 解析を用いて解析し,魅力的な企画を作る,設計段階では実験 計画法を用いて性能要求を満たす設計条件を効率的に求める, 製造段階ではヒストグラムや管理図などを用いて工程の管理・ 改善を行う,販売段階ではPOSデータを用いて需要予測を行 うなどである。 (6)統計的品質管理と似た言葉に“統計的工程管理(SPC:StatiStiCal PFOCeSS COntr01)”がある。これは, ヒストグラムや 管理図などの活用によって,品質特性と4M(Man,Machine, Material,Method)との関係を解析して4Mに関する条件を 標準化し,工程を維持管理する活動である。一般には,統計的 品質管理は,統計的工程管理よりも広い意味で用いられる。
厖壺≡ =互 D TQC用語辞典(p■ 3),QM用語辞典(p.378),QAガイドブック (p.349),管理図法(p.4),SQCの基本(まえがき) 眠奎ヨ匪ヨ統計的手法, プロセス解析/工程解析,工程管理/プロセスコント ロール,品質管理/品質マネジメン|ヽ
53品質工学/タグチメソッド quality engineering/Taguchi nlethOd
JSQC定義 製品・プロセスの品質/質が機能のばらつきによる損失,使 用コスト,及び機能に関係のない弊害項目の三つからなると考 えたうえで,製品・プロセスの設計を効果的・効率的に行う方 法.
(1)品質工学は,田口玄一によって提唱されたものであり,米国で その価値が認められ,広く活用されるようになった.もともと は実験計画法の改善からスタートしたが,現在では実験計画 法の範囲にととまらず,製品・プロセスの設計のための手法と して発展している.品質工学をタグチメソッドと呼ぶ場合もあ る。海外では,robust enJneeringと訳される場合もある. (2)品質工学には,製品・プロセスの開発段階で用いられるオフラ イン設計の方法と,製品・プロセスの使用。運用段階で用いら れるオンライン設計の方法(保守。点検頻度の決定など)とが ある。オフライン設計のための方法には,パラメータ設計,許 容差設計などが含まれる。このうち,パラメータ設計が品質工 学では最も特徴的なものである. (3)製品・プロセスの設計においては,製品・プロセスの機能の特性が最も高く(又は低く)なるような設計条件(パラメータ) を求めるだけでなく,環境。使用条件,部品・材料の劣化,製 造などの要因系のばらつき(外乱)があっても,製品・プロセ スが安定して機能を発揮するような条件を見つけることが大切 になる.パラメータ設計とは,機能の特性のばらつきが少なく なるような設計条件を見つけるためのデータのとり方と解析手 法である。誤差因子の導入,SN比による解析という点に特徴 がある。例えば,コピー機では,湿度や紙厚のばらつき, ロー ラーの劣化によってミスフィードが発生する。これらがあって もミスフィードが発生しないよう設計条件(ローラーの径,押 さえ圧力など)を求める方法がパラメータ設計である。 (4)パラメータ設計が機能の特性がばらつかないような設計条件の 中心値を求める方法であるのに対し,許容差設計は,ばらつき による損失をもとに設計条件に対する許容幅を求める方法であ る. (5)“品質工学”という言葉を初めて用いたのは水野滋である。水 野は“従来の固有技術を品質面において集大成し,品質管理を はじめとする諸管理技術を総合的に活用する工学体系”という 意味で用いたが, これは田口玄一によって開発された品質工学 とは意味する範囲が異なる. ⊂翌至亘団〕TQC用語辞典(p.360),QM用語辞典(p.334),TQMの基本(p.62, p.198),品質を獲得する技術(まえがき),入門実験計画法(p.354), タグチメソンド入門(p.32) 優萎韮匪ヨ統計的手法
54管理図 control chart
JSQC定義 工程異常の検出を目的として用いる,プロセスの変動を視覚化するための図.注記 通常は,連続した観測値若しくは群のある統計量の値を時間順又はサンプル番号 順に打点した,上方管理限界線及び/又は下方管理限 界線をもつ図である。
(1)管理図の活用は,現場における工程管理の基本である。同じ条 件に基づいて作業を行っても結果はばらつく。ばらつきの中に は偶然原因によるばらつきと,無視し得ない異常原因(作業ミ ス,設備の故障,原料の劣化など)によるばらつきとがある。 管理図はこれらを識別し,工程異常を効率的に検出するために 用いられる。管理図を活用することによって,迅速にプロセス に対してアクションをとることができる。 (2)管理図の種類には,①計量値データに対するX―R管理図(平
均と範囲),X―s管理図(平均と標準偏差),X管理図(個々 の測定値),②計数値データに対するれp管理図(不適合製品 数),p管理図(不適合製品率),c管理図(不適合数),“ 管理 図(単位当たりの不適合数)などがある. (3)管理限界線は,打点する観測値又は統計量の分布を考え,平均 ±3σ (標準偏差)となるように設定することが多い。 (4)管理図における工程異常の判定ノレールには,① l点が管理限 界線を越えている,②連続する9点以上が中心線に対して同 じ側にある,③連続する6点以上が増加又は減少している, ④連続する14点以上が交互に増減している,⑤連続する3点 中2点以上が平均±3σ と平均±2σ の間にある,⑥連続する 15点以上が,平均±lσ の内側にある,などがある。 (5)上記の定義は,工程の安定状態の判定を目的として作成される 図に絞ったものである.IS0 7870-1では,管理図をより広く とらえ, プロセスの安定状態の判定だけにとどまらず, プロセ スの合否判定,プロセスの調節を目的として作成される図も管 理図に含めている. 睦奎理Ⅲ)1日Z8101,Z8101-2,IS0 7870‐ 1,TQC用語辞典(p.333),QM 用語辞典(pp■ 05-106),QAガイドブック(p.341,p.423) 嘔妻ヨ琵ヨエ程管理/プロセスコントロール,工程異常,工程異常報告書, QC七つ道具
55品質方針 quaiity policy
JSQC定義 トップマネジメントによって正式に表明された,品質/質に 関する組織の全体的な意図及び方向付け.
(1)トップマネジメントは,経営の方向を明確にし,業務の改善。革 新が効果的。効率的にできるように全社方針・事業方針を表明 する。他方,品質マネジメントシステムの構築・運営。改善や 品質/質の維持向上。改善。革新のためには,その方向付けを与 える方針が必要となる.品質方針は,全社方針・事業方針の中 から又はそれに整合するように,製品・サービスの品質/質に 関する組織の全体的な意図と方向付けを表明したものである. (2)IS0 9000では“品質方針”と“品質目標”を分けて定義し, 品質方針の中に目標を明示しなくてもよいと考えている.他 方,方針管理では“方針”が重点課題, 日標,方策から構成さ れるとし,方針に目標を含むべきと考えるのが一般的である。 両者の定義に差があるので,品質方針をIS0 9000又は方針管 理のどちらの意味で用いるのか明確にして運用するのがよい。 優翌憂壺困Q9000,TQC用語辞典(p.364),QM用語辞典(p.447),TQMの 基本(p.93),広辞苑 騒彊韮匪ヨ品質目標,方針管理,方針
56品質目標 qua‖ty ObieCtiVeS
JSQC定義 品質/質に関する方針又は重点課題の達成に向けた取組みに おいて,追求し, 目指す到達点.
(1)品質目標の設定・展開に当たり,考慮する主な事項は次のとお りである. ・達成すべき状態,達成期日,達成責任者を明確にする. ・達成度を評価する項目,評価基準を設定する。 ・実現可能で挑戦的な目標を設定する。 ・内部だけでなく,外部(顧客。社会のニーズ,競合組織の 状況など)を考慮して設定する。 ・組織の上位。下位,部門間で目標が整合するようにする. 。中長期の目標と年度ごとの目標とが整合するように設定す る。 (2)品質目標の対象としては,①製品・サービスの品質/質向上 (顧客満足の向上),②市場クレームの減少,③設計,生産,販 売等における不適合・トラブルの削減,④調達品の品質/質の 向上,⑤製品・サービスの安全の向上,⑥保守。アフターサー ビスの充実,⑦設計。開発方法のレベノンアップなどが挙げられ る.
(3)全社方針・事業方針の中の重点課題を達成するため,あるいは 品質マネジメントシステムの適切な運営のためには,各々の部 門における品質/質の維持向上。改善。革新が適切に行われる 必要がある。これらの活動の具体的な指針となるものが品質目 標である。品質目標の達成結果については定期的にレビューさ れ,品質/質の維持向上。改善。革新に関する活動の見直しに 活用される。 厖≡三二団〕Q9000,TQC用語辞典(p.366),QM用語辞典(p.448),TQMの 基本 (p.94) 優藁調轟ヨ品質方針,方針管理, 日標
57品質管理診断/QC診断 QC diagnOSiS
JSQC定義 組織の総合的品質管理に関するプロセス・システム。結果 を,組織外の専門家である診断者が確認し, よいところと改善 が必要なところとを抽出して,一層よい方向に導くように改善 を促す一連の活動.
(1)総合的品質管理の推進に当たっては, その実施状況について 定期的に見直すことが有効である。品質管理診断は組織外の TQM(総合的品質管理)の専門家によって行われる診断であ る。例えば,デミング賞委員会によるTQM診断がこれに該当 する。 (2)品質管理診断では,品質管理の実情について,診断者が現地・ 現物で,結果だけではなく, それらを生み出しているプロセス やシステムの実施状況を確認する。 (3)品質管理診断は,品質管理活動を見直し,一層よいものにする ために診断者から問題点の指摘や指導をしてもらい,改善して いくことをねらいとしている.このために,単に問題点を指摘 するだけでなく,悩んでいる点についても相談を受けたり,ア ドバイスをしたり, よいところをほめて奨励したりすることを
含む. (4)マネジメントシステムの第三者認証審査は,規格に基づいて規 格の要求事項に適合しているかどうかを評価するのに対して, 品質管理診断は診断対象の職場の機能。方針。置かれている状 況などに基づいてそれに応じた活動が行われているかどうかを 評価する。
睦≡憂□∋ TQC用語辞典(p.101),QM用語辞典(p.126),QAガイドブック (p.248,p.651),IS0 9000用語辞典(p.35),日本的品質管理(p.264), QC見方・考え方(p.281),品質32-3(p.13),広辞苑 優医韮護目現場診断,総合的品質管理/総合的品質マネジメント
58組織能力像 organizationai capability profiie
JSQC定義 競争優位を確保し成功していける姿とこれを達成するための 道筋とを具現化するために必要な,組織がもつべき能力の要素 及びそのレベノンを明確にしたもの。
(1)組織は,製品。サービスを持続的に顧客に提供することで利益 を確保している.このため,利益を確保し,将来にわたった持 続的な発展を遂げるためには,競合組織の類似の製品。サービ スとの競争に勝たなければならない。 (2)競争優位とは,自組織の製品・サービスが,競合組織の類似の製 品・サービスよりも優っている状態である。顧客がある製品・ サービスを選択し購入するのは, その製品・サービスが他の製 品・サービスに比べて自分のニーズ。期待をよりよく満たして くれるからである。すなわち,組織側から見ると,他の製品・ サービスよりも顧客のニーズ。期待をよりよく満たす製品・ サービスを提供することによって競争優位に立つことになる. (3)組織は,競争優位を維持するために,組織自らが成功しようと 考えている事業領域の中で,顧客及び市場がどのようなニー ズ。期待をもっているか,競合する組織がどのような状態に なっているのか, また,自組織はどのような能力をもっている
のかについての現状分析を通して,自組織が競争優位を確保 し,“成功していける姿”(到達点)及び“これを達成するため の道筋”を明確にする必要がある。組織能力像とは, これら二 つを具現化するために必要な組織の能力の要素及びそのレベル を明確にしたものである。例えば,文具の販売では,すぐ入手 できるというのが顧客のニーズ。期待となる。この場合,成功 していける姿及びこれを達成するための道筋の例は,注文品を 翌日に確実に配達する,そのためにITを活用するということ になる.また,組織能力像は, そのために必要な情報処理シス テムの設計。開発者が育っているなどということになる。 (4)組織能力像を明確にするためのステップは次のとおりである。 ① 当該事業領域において提供している,又は提供を計画し ている製品・サービス群を列挙する。 ② 顧客が競争市場において製品・サービスのどのような側 面を認めて選択・購入するかを分析し, その製品・サービ ス群を通じて顧客に提供すべき価値を明らかにする。 ③ ②の顧客価値を提供するために組織がもつべき,技術, マネジメント,人,設備,財務,情報技術,知識等にかか わる能力を列挙する。 ④ 組織の特徴(強み。弱み)を考慮したうえで,①の領域 での成功していける姿及びこれを達成するための道筋を考 察し,③の能力のうち,競争優位要因の視点から重要な能 力の要素とそのレベノンを特定する. ⊂菱至 =国 〕Q9005,TR Q 0005,持続可能な成長(p.56) □奎ヨ匪ヨマーケットイン,品質管理診断/QC診断
59品質コスト quality cost
JSQC定義 品質管理活動の実施に伴って発生するコスト(予防コスト, 評価コスト)と, これらの活動が不完全であったために被る損 失(内部失敗コスト,外部失敗コスト)の総称.
(1)品質コストは,V.A.Feigenbaumによって提唱された. Feigenbaumは,品質管理にかかわるコストを予防コスト (Pコスト :Preventive Cost), 評価コスト(Aコスト :Appraisal Cost),失敗コスト(Fコスト:Failure Cost)に分類 し,更に失敗コストを内部失敗コスト(IFコスト:Internal Failure Cost)と外部失敗コスト(EFコスト:External Failure COst)とに細分した。なお,予防コストは,品質の不 具合が発生するのを早い段階から防止するためのコストであ り,評価コストは,製品や部品の品質を評価して品質レベルを 維持するためのコストである。また,内部失敗コストは,不良・ トラブルが製品出荷前に発見された場合の処理に関するコスト であり,外部失敗コストは,クレーム・苦情が市場で発生した 場合の対応や処理に関するコストである。 (2)品質コストの背後には,PコストやAコストを増やすことで
Fコストを削減することが可能であり,三者のバランスをとる ことで,最小のコストを実現できるという考え方がある。経営 者にも関心をもってもらいやすいコストという共通の評価指標 を用いることで,品質管理活動の必要性を認識してもらうため に工夫されたツールである. (3)品質コストを使う場合には,次のような特徴を理解しておく必 要がある。 ① コスト算出範囲と対象が不明確である.例えば,同じF コストといっても組織によって何を含めるかが異なってい る. ② 提供者側のコストのみで, それ以外のユーザーが負担す るコスト,社会が負担するコスト等が考慮されていない。 ③ 年度等の期間で計算することが多く,Pコスト投入時と Fコスト発生時のタイムラグに対する配慮がされていな にヽ ④ 新技術の開発や導入のためのコストなどは一般には品質 コストに含まれない場合が多く, これらのコストが品質コ ストに与える影響が考慮されていない。 ⑤ ブランドイメージダウン等を含む機会損失の考慮がな い. ⑥ 市場や製品出荷前の品質問題に起因するFコストが中 心になっている場合が多く,顧客満足向上の視点では不十 分である。 このようなことから,海外では品質管理部門で管理指標として よく使われていたが, 日本ではそのままの形で使っているとこ
ろは少なく,Fコストを中心に集計して利用しているところが 多い. (4)品質コストに似た用語として,COPQ(Cost of Poor Quahty) がある。品質コストは製品・サービスに直接かかわる品質管理 活動に関するコストの最小化を図るために導入された概念であ るのに対して,COPQは,管理間接部門を含め, あらゆる業 務に起因するコスト(機会損失,業務のやり直しなど)に目を 向け, その低減を図ることが大切なことを示すために導入され た概念である. 睦≡理亜D TQC用語辞典(pp.360-361),QM用語辞典(pp.443-444),全社 総合品質管理(p.172),TQM 21世紀(p.18,p.53),QAガイドブッ ク(p.39),品質CM(p.7),品質CMS(p.15),広辞苑 優彊憂ロクレーム,苦情,不良
60ベンチマーキング benchmarking
JSOC定義 改善の対象となる製品・サービス,プロセス又はシステムに 対して,組織内外のベストプラクティスを探索し,両者を体系 的に比較分析することで製品・サービス, プロセス又はシステ ムを改善・革新する方法.
(1)ベンチマーキングは,米国ゼロックス社において行われてきた 体系的な業務改善運動がベースとなっている. (2)ベンチマーキングの対象には,製品・サービス,プロセス, シ ステムなどがある.システムの例としては,品質保証システ ム,ITシステム,人材育成システム, ビジネスモデルなどが ある。 (3)ベンチマーキングは,改善。革新活動を実施する場合に,最高 水準を達成している組織の製品・サービス,プロセス又はシス テムをベストプラクティスに設定し, それを目指して自組織の 現状を改善。革新を行うことである。 (4)ベンチマーキングとしては,次のような種類がある。 ① 外部ベンチマーキング 戦略,運営又はプロセスに焦点 を絞り革新的な模範となるものを他業種組織あるいは直接
競合する組織におけるベストプラクティスと比較分析する ベンチマーキング. ② 内部ベンチマーキング 企業内組織あるいはグループ組 織内で,似通った性質の業務を比較分析し,優れたやり方 を導入するベンチマーキング。この場合,継続的によいと ころを探して学ぶことが大切である. (5)ベンチマーキングは次の手順で実施される. ① ベンチマーキングの適用範囲の決定(改善。改革する対 象の決定) ② ベンチマーキング先の選定,ベンチマーキング先との折 衝,及び必要に応じた機密保持に関する取り決め ③ 比較する特性及び使用するデータの収集方法の決定 ④ パフォーマンスのギャップの特定及び改善。革新の可能 性のある領域の明確化 ⑤ 対応する改善・革新計画の策定及び実施 (6)ベンチマーキングに似た言葉に“ベンチマーク”がある.土木 業界でのベンチマークとは土地測量の際に用いられる基準点を 指す。また,コンピュータ業界のベンチマークとは,全く同じ テストケースを異なるハードウェアあるいはソフトウェアで実 行することによって能力比較を行うための指標を指す. E≡憂□∋ Z8141,Q9024,QM用語辞典(p.483),TR Q 0005,Q9004 優彊韮韮目改善/継続的改善,製品/製品・サービス,プロセス/工程,シス テム
61バランストスコアカード Balanced Scorecard / BSC
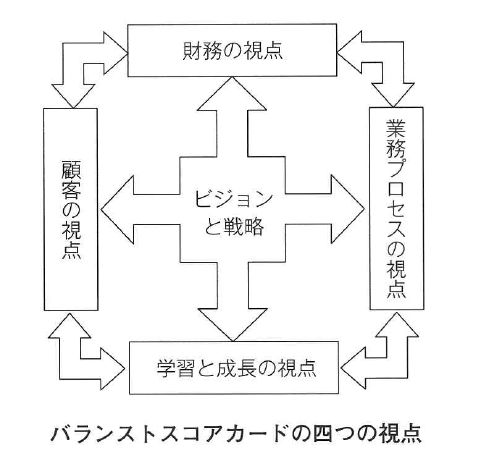
JSQC定義 財務,顧客,業務プロセス,学習と成長の四つの視点で業績 管理指標を組み合わせ,戦略実行や業績評価を行うためのマネ ジメントツーる。
(1)バランストスコアカードは,Robert SIKaplanとDavid P. Nortonが1992年に“Harvard Business Re宙ew”誌上に発 表した業績評価システムであり,“将来の企業における業績評 価”という研究プロジェクトを通して,この概念を考案した。 (2)企業の健全性は,財務的指標だけでは評価できない。バランス トスコアカードは,従来の財務的指標中心の業績管理手法の欠 点を補うものであり,四つの視点で,その企業のもつ戦略やビ ジョンと関連付けられた財務的指標及び非財務的指標を設定す るものである。なお, このバランストスコアカードの概念は, 業績評価から出発したが,最近では,戦略的経営を実践するた めのツーノンとして位置付けられている。 (3)四つの視点は,財務,顧客,業務プロセス,学習と成長であ る. ① 財務の視点 財務的に成功するためには,株主に対して
何を示すべきか。 ② 顧客の視点 ビジョンを達成するために,顧客に対して 何を示すべきか. ③ 業務プロセスの視点 株主と顧客を満足させるために, どの業務プロセスにおいて卓越していなければならない か. ④ 学習と成長の視点 ビジョンを達成するために,変化及 び改善する能力をどのように維持するか. 視点ごとに目標,業績評価指標,具体的な達成目標,具体的実 行計画の設定が必要となる。 (4)四つの視点は,いずれが欠けても健全な経営とはならない.こ れらをビジョン・戦略を中核において調和させる(バランスを とる)ことが大切である。
(5)バランストスコアカードと関連するものに方針管理がある。方 針管理は,方針(重点課題,日標,方策)を組織階層に従って 展開することで,組織全体の方針の達成に向けて部門ごとの活 動を整合させるとともに,部門横断的な取組みを促進すること で方針の達成を確実なものにする仕組みである.ただし,組織 全体としてどのような中長期経営計画・年度方針を考えるのが よいのかについては,組織の経営理念・ビジョン,経営環境の 分析,前年度の反省などの中から抽出した項目をそれらの類似 性・因果関係に基づいて整理し,絞り込むということ以外は具 体的な指針を示していなかった。これに対して,バランストス コアカードは,事業部門(strategic business unit)を主な対 象として,四つの視点を枠組みとして与えることで, このよう な検討をより系統的に行えるようにしている点に大きな特徴が ある.したがって,両者は相反するものではなく,相補的に活 用すべきものといえる.
⊂彊憂□∋ Q9023,Q9025,QM用語辞典(p.418),広辞苑 暇誕野匪ヨ1方針管理
62シックスシグマ six sigma/6σ
JSQC定義 高い品質/質の実現を目指して,DMAICのアプローチと統 計的手法の活用によって, プロジェクト方式でプロセスの改善 を行う活動. 注記1 高い品質/質とは,6σ の達成である. 注記2 DMだCとは,定義(Deine),測定(Measure),分 析(Analyze),改善(Improve),管理(Control)の 頭文字である。 注記3 プロジェクト方式とは,関連する人がチームを編成 し,取り組む方式である。
(1)シックスシグマは,1980年代に米国モトローラ社が始めた, 品質改善をベースにした経営手法で, ゼネラル・エレクトリッ ク社などに採用され注目されるようになった。 (2)シックスシグマの特徴としては次のものがある。 ① トップダウンの推進形態.効果を金額換算する. ② 高い品質/質を目指して,統計的手法を活用し,ばらつ きの少ないプロセスの実現に取り組む.6σ (規格の幅に 対して標準偏差が1/12)を具体的な達成目標としている。
管理が十分でない場合に平均的に発生する1.5σ のシフト を考慮すると,実質的には失敗率3.4 ppm(4.5σ )とな る. ③ 課題。問題を解決するために,DMAICというアプロー チをとる。これは, 日本でいうQCストーリーとほぼ同じ である。 ④ 定義された課題・問題乙プロジェクト方式で解決す る. ⑤ 課題・問題の解決にかかわる構成員の役割を明確に定め ている。課題。問題の解決のオーナーであるチャンピオン (上級管理者),シックスシグマの専門家であり,指導的な 役割を果たすブラックベノント,改善。革新の対象となるプ ロセスに従事しており,プロジェクトに参加するグリーン ベルトなどがある. (3)シックスシグマは,日本のQCストーリーやQCサークルなど を学び,米国に合うように再構築されたものである。 匿≡ =団 QM用語辞典(p.242),TQM・シックスシグマ(p.27) 優奎韮匪ヨQCストーリー/改善の手順,QCサークル,統計的手法
引用。参考文献 1)1日Z8101:JIS Z 8101:1981(品質管理用語) 2)Q9000:JIS Q 9000:2006(品質マネジメントシステムー基本及び用語) 3)Q9001:JIS Q 900112008(品質マネジメントシステムー要求事項) 4)Q9004:JIS Q 9004:2000(品質マネジメントシステムーパフォーマンス 改善の指針) 5)新Q9004:IS0 9004:2009(組織の持続的成功のための運営管理一品質 マネジメントアプローチ) 6)TQC用語辞典:TQC用語辞典(三浦新他編, 日本規格協会,1985) 7)QM用語事典:クォリティマネジメント用語辞典(吉澤正他編, 日本規格 協会,2004) 8)TQMの基本:TQMの基本(中條武志・山田秀編著, 日本品質管理学会標 準委員会編, 日科技連出版社,2006) 9)QAガイドブック:新版品質保証ガイドブック(日本品質管理学会編, 日 科技連出版社,2009) 10)広辞苑:広辞苑(第六版)(新村出編,岩波書店,2008) 11)IS0 9000用語辞典:IS0 9oooファミリー用語辞典(IS0 9000用語辞典 編集委員会編, 日刊工業新聞社,2001) 12)SQCの基本:SQCの基本(宮川雅巳, 日本規格協会,2008) 13)管理者新Qc七つ道具:全社的品質管理推進のための管理者・スタッフ の新QC七つ道具(水野滋監修,QC手法開発部会編, 日科技連出版社, 1979) 14)管理図法:管理図法第3版(石川馨編, 日科技連出版社,1957) 15)QFD企画段階:QFD企画段階から質保証を実現する具体的方法(大藤正 著, 日本品質管理学会監修, 日本規格協会,2010) 16)QC見方・考え方:QC的ものの見方・考え方(細谷克也, 日科技連出版 社,1984) 17)競争優位のQMS:競争優位の品質マネジメントシステムーTQM総合質経 営に向けたセカンドステップ!(飯塚悦功監修,超ISO企業研究会編, 日本規格協会,2008) 18)商品企画七つ道具:ヒットを生む商品企画七つ道具 よくわかる編(神田
範明編著, 日科技連出版社,2000) 19)信頼性七つ道具:信頼性七つ道具R7(鈴木和幸編著,信頼性技術叢書編 集委員会監修,CA:RE研究会,日科技連出版社,2008) 20)持続可能な成長:持続可能な成長を実現する質マネジメントシステムJIS Q9005/9006ガイド(飯塚悦功監修,JIS Q 9005/9006ガイド編集委員会 編著, 日本規格協会,2006) 21)全社的品質管理推進の実際:全社的品質管理推進の実際(石原勝吉, 日科 技連出版社,1984) 22)全社総合品質管理:全社総合品質管理(水野滋, 日科技連出版社,1984) 23)タグチメソッド:設計科学におけるタグチメソッド(椿広計他, 日科技連 出版社,2008) 24)タグチメソッド入門:タグチメソッド入門(立林和夫, 日本経済新聞社日 経文庫,2009) 25)TQM戦略的方針管理:TQM時代の戦略的方針管理(長田洋編著, 日科技 連出版社,1996) 26)TQM 21世紀:TQM 21世紀の総合“質”経営(TQM委員会編著, 日科 技連出版社,1998) 27)TQM・シックスシグマ:TQM・シックスシグマのエッセンス(山田秀編 著, 日科技連出版社,2004) 28)日本的品質管理:日本的品質管理〈増補版〉(石川馨, 日科技連出版社, 1984) 29)入門実験計画法:入門実験計画法(永田靖, 日科技連出版社,2000) 30)品質管理便覧:新版品質管理便覧第2版(朝香鐵一他編, 日本規格協会, 1988) 31)品質管理入門:品質管理入門第3版(石川馨, 日科技連出版社,1964) 32)品質機能展開:品質機能展開(水野滋,赤尾洋二編, 日科技連出版社, 1978) 33)品質CM:品質コストマネジメント(伊藤嘉博,中央経済社,1999) 34)品質CMS:品質コストマネジメントシステムの構築と戦略的運用(伊藤 嘉博, 日科技連出版社,2005) 35)品質を獲得する技術:品質を獲得する技術(宮川雅巳, 日科技連出版社, 2000) 36)BCコース:BCコース第22章品質保証体系の構築(日科技連,2004) 37)ISC)8402:IS()8402:1994(Quality management and quality assurance38)IS0 7870‐ 1:IS0 7870‐ 1:2007(Control charts一Part l:General guidelmes, 管理図一第1部:一般指針) 39)ISC)3534-2:ISC)3534-2:2006 (Statistics― iVbcabulary and syn■ bols一 Part 2:Applied statistics,統計一用語と記号―第2部:統計的品質管理 用語) 40)IS0 26000:IS0 26000:2010(Guidance on social responsibility, ネ土会的 責任に関する手引) 41)ISO/1EC Guide 51:ISO/1EC Guide 51:1999(Safety aspects― Guidelines lor their inclusion in standards,安全側面一安全面を規格に含める ための指針) 42)OHSAS 18001:OHSAS 18001:2007(Occupational health and safety management systems一Requirements,労働安全衛生マネジメントシス テムー要求事項) 43)Oodex:Codex 2004(食品規格) 44)Q9005:JIS Q 9005:2005(質マネジメントシステムー持続可能な成長の 指針) 45)Q9023:JIS Q 9023:2003(マネジメントシステムのパフォーマンス改 善一方針によるマネジメントの指針) 46)Q9024:JIS Q 9024:2003(マネジメントシステムのパフォーマンス改 善―継続的改善の手順及び技法の指針) 47)Q9025:JIS Q 9025:2003(マネジメントシステムのパフォーマンス改 善一品質機能展開の指針) 48)Q10002:JIS Q 10002:2005(品質マネジメントー顧客満足一組織におけ る苦情対応のための指針) 49)Q10006:JIS Q 10006:2004(品質マネジメントシステムープロジェクト における品質マネジメントの指針) 50)Q17000:JIS Q 17000:2005(適合性評価一用語及び一般原則) 51)S0101:JIS S 0101:2000(消費者用警告図記号) 52)X0129:JIS X 0129:1994[ソフトウェア製品の評価―品質特性及びその 利用要領(廃止)] 53)X0134:JIS X 0134:1999(システム及びソフトウェアに課せられたリス ク抑制の完全性水準) 54)Z8002:JIS Z 8002:2006(標準化及び関連活動―一般的な用語)55)Z8101‐ 2:JIS Z 8101‐ 2:1999(統計一用語と記号―第2部:統計的品質 管理用語) 56)Z8103:JIS Z 8103:2000(計測用語) 57)Z8115:JIS Z 8115:2000[ディベンダビリティ(信頼性)用語] 58)Z8141:JIS Z 8141:2001(生産管理用語) 59)Z9015-1:JIS Z 9015‐ 1:2006(計数値検査に対する抜取検査手順一第1 部:ロットごとの検査に対するAQL指標型抜取検査方式) 60)TR Q 0005:JIS TR Q 0005:2003[クォリティマネジメントシステムー持 続可能な成長の指針(廃止)] 61)TR Q 0008:JIS TR Q 0008:2003[リスクマネジメントー用語―規格にお いて使用するための指針(廃止)] 62)TR X 0036‐ 1:JIS TR X 0036‐ 1:2001[ITセキェリティマネジメントのガ イドラインー第1部:ITセキュリティの概念及びモデル(廃止)] 63)品質X―Y:品質,Vo■X,No.Y 64)製造物責任法:製造物責任法(法律第85号,制定1994年7月1日,施 行1995年7月1日)

コメント